Бережливое производство. Часть 1
- Джимшер Челидзе
- 10 сент. 2021 г.
- 34 мин. чтения

Обновлено: 11 июн.
Содержание

Бережливое производство, или Lean production / Lean manufacturing, — это управленческая концепция, основанная на постоянном устранении потерь и создании ценности для потребителя. В узком смысле Lean вырос из производственной системы Toyota. В широком смысле это способ управления организацией, при котором руководитель видит поток создания ценности, устраняет действия без пользы для клиента и строит культуру регулярных улучшений.
Главная ошибка — воспринимать Lean только как набор производственных инструментов для цеха. Потери есть везде: в закупках, согласовании договоров, управлении проектами, подготовке отчётов, сопровождении ИТ-систем, клиентском сервисе и коммуникациях между подразделениями. Чем больше организация, тем чаще потери становятся невидимыми: они прячутся не в станках, а в письмах, совещаниях, статусах, таблицах и бесконечных уточнениях.
В цифровизации Lean особенно важен. Если автоматизировать хаотичный процесс, мы получим быстрый хаос. Если сначала увидеть поток, убрать лишние действия, согласовать стандарты и метрики, цифровые технологии начинают усиливать процесс, а не маскировать его проблемы. Поэтому Lean — не альтернатива ИТ и ИИ, а методическая основа для их осмысленного внедрения. В итоге бережливое производство позволяет раскрыть потенциал внедряемых цифровых технологий, дать синергетический эффект, предотвратить причины сопротивления персонала и снизить стоимость сопровождения внедряемых ИТ-систем на 50-80%.
Lean — основа производственных систем крупнейших компаний мира; в своё время именно бережливое производство помогло вытащить из тяжёлого кризиса Porsche. Для глубокого погружения в философию подхода стоит прочитать «Дао Toyota» Джеффри Лайкера — она и легла в основу 14 принципов ниже.
Lean и ИИ. ИИ не отменяет бережливое производство. Он закрывает рутину, на которой обычно ломаются улучшения: сбор обратной связи, анализ переписки и документов, подготовку A3, фиксацию стандартов и контроль отклонений. Но сначала нужен понятный процесс, затем — технология, которая усиливает поток.
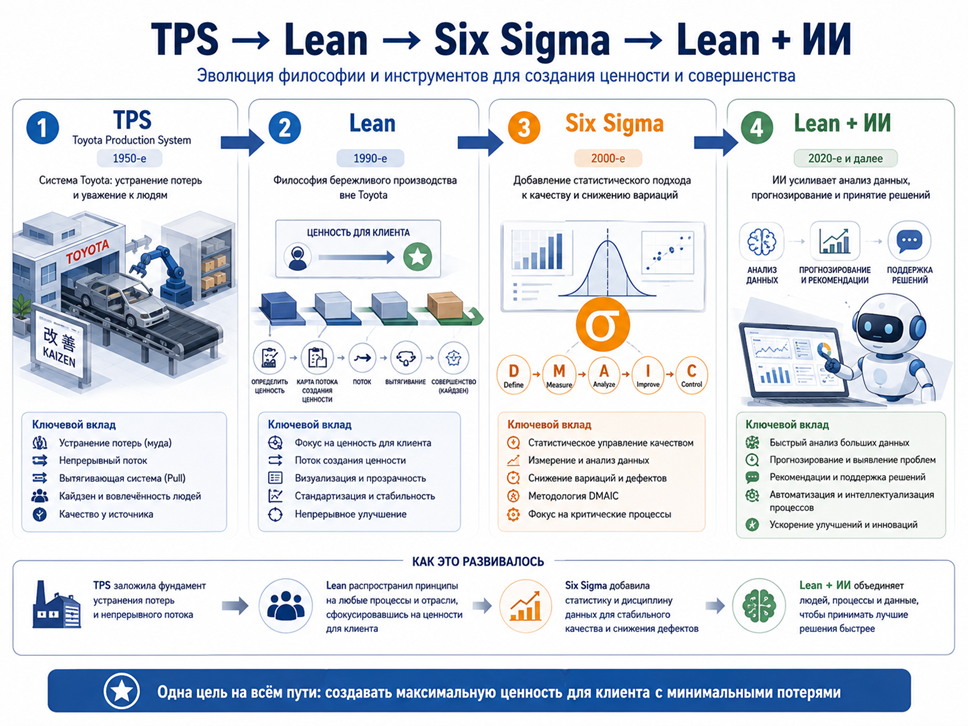
Чтобы не смешивать методы, полезно развести их по происхождению и назначению. Lean концентрируется на скорости потока и устранении потерь. Six Sigma концентрируется на вариабельности, качестве и статистическом управлении процессом. Lean Six Sigma объединяет оба подхода: ускоряет поток и одновременно снижает дефекты.
Период | Что произошло | Управленческий смысл |
1920-е | Уолтер Шухарт развивает статистический контроль процесса и контрольные карты. | Появляется язык отличия случайных колебаний от системных отклонений. |
1950-е | Формируется производственная система Toyota: поток, вытягивание, дзидока, кайдзен. | Качество и эффективность строятся не героизмом, а системой работы. |
1980-е | Motorola развивает Six Sigma как подход к снижению дефектов и вариабельности. | Качество переводится в измеримые уровни и управляемые проекты улучшений. |
1990-е | Термин Lean закрепляется в управленческой литературе. | Принципы TPS начинают переносить за пределы Toyota и производства. |
2000-е | Распространяется Lean Six Sigma. | Потери, скорость, качество и статистика соединяются в единую систему улучшений. |
2024-2026 | Lean всё чаще связывается с ИИ, процессной аналитикой, RAG-базами знаний и цифровыми помощниками. | ИИ берёт на себя рутинную аналитику, а руководитель сохраняет ответственность за процесс и решения. |

«Дао Toyota» удобно воспринимать не как перечень лозунгов, а как архитектуру управленческой культуры. В ней есть четыре уровня: долгосрочная философия, правильный процесс, развитие людей и партнёров, а также постоянное решение фундаментальных проблем.
Раздел | Принципы | Что проверяет руководитель |
I. Долгосрочная философия | 1. Принимать решения с учётом долгосрочной перспективы. | Есть ли у процесса ценность для клиента, общества и бизнеса, или мы просто оптимизируем локальные показатели? Не откладываем ли стратегическое развитие ради кратковременных операционных показателей? |
II. Правильный процесс | 2. Непрерывный поток. 3. Вытягивание. 4. Равномерная загрузка. 5. Остановка ради качества. 6. Стандарты. 7. Визуальный контроль. 8. Надёжная технология. | Видим ли мы поток? Понятны ли стандарты? Выявляются ли проблемы сразу? Не внедряем ли технологию вместо исправления процесса? |
III. Люди и партнёры | 9. Лидеры изнутри. 10. Команды и культура. 11. Развитие партнёров. | Развиваем ли мы людей, которые понимают процесс, или держим систему на отдельных героях? |
IV. Обучение и улучшение | 12. Genchi genbutsu. 13. Немаваси. 14. Хансей и кайдзен. | Проверяем ли факты на месте? Обсуждаем ли альтернативы? Фиксируем ли уроки и превращаем ли их в стандарты? |
Давайте рассмотрим эту концепцию подробнее.
Принцип 1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
Используй системный и стратегический подходы при постановке целей, причем все оперативные решения должны быть подчинены такому подходу. Осознай свое место в истории компании и старайся вывести ее на более высокий уровень. Работай над организацией, совершенствуй и перестраивай ее, двигаясь к главной цели, которая важнее, чем получение прибыли. Концептуальное понимание своего предназначения – фундамент всех остальных принципов.
Твоя основная задача – создавать ценность для потребителя, общества и экономики. Оценивая любой вид деятельности в компании, учитывай, решает ли она эту задачу.
Будь ответственным. Стремись управлять своей судьбой. Верь в свои силы и способности. Отвечай за то, что делаешь, поддерживай и совершенствуй навыки, которые позволяют тебе производить добавленную ценность.
Раздел II. Правильный процесс дает правильные результаты
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Перестрой технологический процесс так, чтобы создать непрерывный поток, эффективно обеспечивающий добавление ценности. Сократи до минимума время, которое незавершенная работа находится без движения.
Создавай поток движения изделий или информации и налаживай связи между процессами и людьми, чтобы любая проблема выявлялась немедленно.
Этот поток должен стать частью организационной культуры, понятной для всех. Это ключ к непрерывному совершенствованию и развитию людей.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства.
Сделай так, чтобы внутренний потребитель, который принимает твою работу, получил то, что ему требуется, в нужное время и в нужном количестве. При системе «точно вовремя» запас изделий должен пополняться только по мере их потребления.
Сведи к минимуму незавершенное производство и складирование запасов. Держи в запасе небольшое число изделий и пополняй эти запасы по мере того, как их забирает потребитель.
Будь восприимчив к ежедневным колебаниям потребительского спроса, которые дают больше информации, чем компьютерные системы и графики. Это поможет избежать потерь при скоплении лишних запасов.
Принцип 4. Распределяй объем работ равномерно (хейдзунка): работай как черепаха, а не как заяц.
Устранение потерь – лишь одно из трех условий успеха бережливого производства. Устранение перегрузки людей и оборудования (мури) и неравномерности графика производства (мура) не менее важны. Этого часто не понимают в компаниях, которые пытаются применять принципы бережливого производства.
Работай над равномерным распределением нагрузки во всех процессах, связанных с производством и обслуживанием. Такова альтернатива чередованию авралов и простоев, характерных для массового производства.
Принцип 5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
Качество для потребителя определяет твое ценностное предложение.
Используй все доступные современные методы обеспечения качества.
Создавай оборудование, которое способно самостоятельно распознавать проблемы и останавливаться при их выявлении. Разработай визуальную систему извещения лидера команды и ее членов о том, что машина или процесс требуют их внимания. Дзидока (машины с элементами человеческого интеллекта) – фундамент для «встраивания» качества.
Позаботься о том, чтобы в организации существовала система поддержки, готовая к оперативному решению проблем и принятию корректирующих действий.
Принцип остановки или замедления процесса должен обеспечивать получение необходимого качества «с первого раза» и стать неотъемлемой частью производственной культуры компании. Это повысит производительность процессов в перспективе.
Принцип 6. Стандартные задачи – основа непрерывного совершенствования и делегирования полномочий сотрудникам.
Используй стабильные, воспроизводимые методы работы, это позволит сделать результат более предсказуемым, повысит слаженность работы, а выход продукции будет более равномерным. Это основа потока и вытягивания.
Фиксируй накопленные знания о процессе, стандартизируя лучшие на данный момент методы. Не препятствуй творческому самовыражению, направленному на повышение стандарта; закрепляй достигнутое новым стандартом. Тогда опыт, накопленный одним сотрудником, можно передать тому, кто придет ему на смену.
Принцип 7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Используй простые визуальные средства, чтобы помочь сотрудникам быстро определить, где они соблюдают стандарт, а где отклонились от него.
Не стоит использовать компьютерный монитор, если он отвлекает рабочего от рабочей зоны.
Создавай простые системы визуального контроля на рабочих местах, способствующие поддержанию потока и вытягивания.
По возможности сократи объем отчетов до одного листа, даже если речь идет о важнейших финансовых решениях.
Принцип 8. Используй только надежную, испытанную технологию.
Технологии призваны помогать людям, а не заменять их. Часто стоит сначала выполнять процесс вручную, прежде чем вводить дополнительное оборудование.
Новые технологии часто ненадежны и с трудом поддаются стандартизации, а это ставит под угрозу поток. Вместо непроверенной технологии лучше использовать известный, отработанный процесс.
Прежде чем вводить новую технологию и оборудование, следует провести испытания в реальных условиях.
Отклони или измени технологию, которая идет вразрез с твоей культурой, может нарушить стабильность, надежность или предсказуемость.
И все же поощряй своих людей не забывать о новых технологиях, если речь идет о поисках новых путей. Оперативно внедряй зарекомендовавшие себя технологии, которые прошли испытания и делают поток более совершенным.
Раздел III. Добавляй ценность организации, развивая своих сотрудников и партнеров
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
Лучше воспитывать своих лидеров, чем покупать их за пределами компании.
Лидер должен не только выполнять поставленные перед ним задачи и иметь навыки общения с людьми. Он должен исповедовать философию компании и подавать личный пример отношения к делу.
Хороший лидер должен знать повседневную работу как свои пять пальцев, лишь тогда он сможет стать настоящим учителем философии компании.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Создавай сильную, стабильную производственную культуру с долговечными ценностными ориентациями и убеждениями, которые разделяют и принимают все.
Обучай незаурядных людей и рабочие команды действовать в соответствии с корпоративной философией, которая позволяет достичь исключительных результатов. Трудись не покладая рук над укреплением производственной культуры.
Формируй межфункциональные группы, чтобы повысить качество и производительность и усовершенствовать поток за счет решения сложных технических проблем. Вооружи людей инструментами, которые позволяют совершенствовать компанию.
Неустанно обучай людей работать в команде на общую цель. Освоить работу в команде должен каждый.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
Уважай своих партнеров и поставщиков, относись к ним, как к равноправным участникам общего дела.
Создавай для партнеров условия, стимулирующие их рост и развитие. Тогда они поймут, что их ценят. Ставь перед ними сложные задачи и помогай решать их.
Раздел IV. Постоянное решение фундаментальных проблем стимулирует непрерывное обучение
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
Решая проблемы и совершенствуя процессы, ты должен увидеть происходящее своими глазами и лично проверить данные, а не теоретизировать, слушая других людей или глядя на монитор компьютера.
В основе твоих размышлений и рассуждений должны лежать данные, которые проверил ты сам.
Даже представители высшего руководства компании и руководители подразделений должны увидеть проблему своими глазами, лишь тогда понимание ситуации будет подлинным, а не поверхностным.
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
Не принимай однозначного решения о способе действий, пока не взвесишь все альтернативы. Когда ты решил, куда идти, следуй избранным путем без промедления, но соблюдай осторожность.
Немаваси – это процесс совместного обсуждения проблем и потенциальных решений, в котором участвуют все. Его задача – собрать все идеи и выработать единое мнение, куда двигаться дальше. Хотя такой процесс и занимает довольно много времени, он помогает осуществить более масштабный поиск решений и подготовить условия для оперативной реализации принятого решения.
Принцип 14. Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Как только процесс стабилизировался, используй инструменты непрерывного совершенствования, чтобы выявить первопричины неэффективной работы, и принимай действенные меры.
Создай такой процесс, который почти не требует запасов. Это позволит выявить потери времени и ресурсов. Когда потери очевидны для всех, их можно устранить в ходе непрерывного совершенствования (кайдзен).
Оберегай базу знаний об организации своей компании, не допускай текучести кадров, следи за постепенным продвижением сотрудников по службе и сохранением накопленного опыта.
При завершении основных этапов и окончании всей работы произведи анализ (хансей) ее недостатков и открыто говори о них. Разработай меры, которые предупредят повторение ошибок.
Вместо того чтобы изобретать колесо, когда начинаешь новую работу или когда появляется новый менеджер, научись стандартизовать лучшие приемы и методы.
Быстрая управленческая проверка по 14 принципам
Если решение улучшает квартальный показатель, но ухудшает качество, клиента или долгосрочную устойчивость, оно противоречит первому принципу.
Если проблема обнаруживается только в конце месяца на отчёте, поток и визуальный контроль не работают.
Если новый сотрудник не может повторить лучший способ работы по стандарту, знания не закреплены.
Если руководитель принимает решение только по презентации и не смотрит факты на месте, нарушается genchi genbutsu.
Если улучшения не становятся новым стандартом, кайдзен превращается в разовые вспышки активности.

Принцип | Смысл | Пример для офиса и ИТ |
1. Определить ценность | Понять, за что реально платит клиент или внутренний заказчик. | Не «внедрить систему», а сократить время согласования заявки, повысить точность данных или снизить количество ручных операций. |
2. Определить поток создания ценности | Показать весь путь от запроса до результата. | Карта процесса от идеи ИТ-доработки до внедрения и принятия эффекта бизнесом. |
3. Обеспечить течение потока | Убрать ожидания, возвраты, лишние согласования и разрывы между участниками. | Единое окно заявок, понятные статусы, автоматические уведомления, ответственность за следующий шаг. |
4. Стремиться к совершенству | Регулярно возвращаться к процессу и улучшать его по данным. | Ежемесячный анализ потерь, отклонений, причин повторных обращений и предложений сотрудников. |
За четырьмя принципами стоит ценностно-ориентированная логика. Сначала определяют, за что реально платит клиент (принцип 1); затем видят весь поток создания ценности — по сути карту клиентского пути (CJM/CX) от заказа до результата (принцип 2); находят на ней точки, где теряются время и деньги; выстраивают непрерывное течение без ожиданий и лишних согласований (принцип 3); и не останавливаются на разовой оптимизации (принцип 4). Без первого шага автоматизация и цифровизация легко превращаются в «дорогие игрушки», которыми никто не пользуется.

Простой тест на здравый смысл: нет смысла внедрять роботизацию, если клиент неделю ждёт подтверждения заказа, а само производство занимает день-два. Сначала поток и потери — потом технологии. Принцип 4, «стремиться к совершенству», напрямую связан с кайдзен: люди, условия и технологии меняются, поэтому возвращаться к улучшениям нужно постоянно.

В Lean важно различать три источника неэффективности. Муда — действия, не создающие ценности. Мура — неравномерность, скачки нагрузки и нестабильность потока. Мури — перегрузка людей, оборудования или системы управления. Если бороться только с муда, но не видеть мура и мури, организация будет «оптимизировать» людей до выгорания и аварий.

Для запоминания 8 потерь часто используют мнемоники DOWNTIME или TIMWOODS. В русской практике удобнее держать перед глазами не только названия, но и диагностические вопросы.
Потеря | Производство | Офис / ИТ | Как быстро измерить |
Перепроизводство | Выпуск больше спроса, большие партии. | Лишние отчёты, копии документов, регулярные совещания без решения. | Сколько документов, отчётов или задач никто не использовал за месяц? |
Ожидание | Простой оборудования, ожидание материала или операции. | Ожидание согласования, ответа, доступа, решения руководителя. | Среднее время ожидания между этапами; доля времени без движения. |
Запасы | Излишние материалы и незавершёнка. | Очередь задач, непринятые документы, backlog без приоритета. | Размер очереди, срок старейшей задачи, WIP по подразделению. |
Транспортировка | Лишние перемещения материалов. | Передача документов между системами и подразделениями. | Количество передач между участниками до результата. |
Лишние движения | Поиск инструмента, неудобное рабочее место. | Поиск файлов, шаблонов, статусов, контактов, версий документов. | Время поиска информации; число систем для выполнения одной операции. |
Дефекты / переделки | Брак, исправления, возвраты. | Ошибки в данных, повторные согласования, доработки ТЗ. | Доля возвратов; количество повторных исправлений по одной причине. |
Избыточная обработка | Слишком сложная операция или ненужная точность. | Сверхдетальные отчёты, лишние поля, ненужные проверки. | Сколько шагов не влияет на решение или качество? |
Нереализованный потенциал людей | Исполнители не вовлечены в улучшения. | Идеи сотрудников не собираются, экспертиза не используется. | Количество идей на сотрудника; доля внедрённых улучшений. |
ИИ и невидимые офисные потери. В офисе потери часто не лежат на полу цеха, а спрятаны в переписке, протоколах, версиях файлов и повторяющихся уточнениях. Ассистент может анализировать документы и коммуникации, подсвечивать дубли, ожидания, лишние согласования и перепроизводство отчётов, чтобы руководитель видел не ощущения, а карту потерь.
Восемь видов потерь: суть, причины и примеры
Сводная таблица ниже помогает быстро измерить потери, но для их поиска полезно понимать суть, типичные причины и проявления каждого вида — в цехе, офисе и ИТ.
1. Перепроизводство. Самый частый вид, тянущий за собой остальные: выпуск продукции, документов или решений больше, чем нужно потребителю. Причины — большие партии, неизученный спрос, отсутствие быстрой переналадки. Примеры: лишние копии документов и отчётов, дублирование данных в разных системах, неиспользуемые функции ИТ-систем, длительные регулярные планёрки.
2. Ожидание. Простои людей и оборудования из-за неравномерной загрузки или нехватки ресурсов. Причины — сбои логистики, поломки, отсутствие указаний и планирования. Примеры: ожидание согласования, ответа, доступа или решения руководителя; медленная работа ИТ-системы.
3. Запасы. Излишние материалы и незавершёнка замораживают деньги и прячут проблемы планирования. Причины — неравномерность производства, игнорирование реального спроса, плохо отлаженные связи с поставщиками. Примеры: запасы канцтоваров, большой backlog нерассмотренных задач, хранение неиспользуемых документов и копий данных, которые занимают ресурсы ИТ-инфраструктуры. Классический производственный пример — выпуск ёлочных игрушек сверх сезонного спроса: склад затаривается, издержки растут.
4. Излишняя транспортировка. Перемещения материалов, документов или данных, не добавляющие ценности. Причины — нерациональные площади, лишние промежуточные зоны хранения, неудобное размещение. Примеры: ручная передача документов между подразделениями, лишние согласования в маршрутах ИТ-систем.
5. Излишние движения людей. Ненужные перемещения людей и хаотичная организация рабочих мест. Причины — плохая организация пространства, отсутствие стандартов и визуализации. Примеры: поиск инструмента или файла, запутанный интерфейс с лишними кликами, неструктурированное хранение файлов, очные встречи там, где хватило бы онлайна или общей доски.
6. Брак и дефекты. Выпуск продукта или услуги, не соответствующих требованиям, влечёт переделки и лишние затраты. Причины — отсутствие контроля на этапах, отсутствие защиты от ошибок (poka-yoke), несоответствие квалификации, проблемы с оборудованием. Примеры: неверные расчёты в отчёте, повторяющиеся типовые замечания, недостоверные данные из-за ошибки в алгоритме, сбой или отказ ИТ-системы.
7. Излишняя обработка. Придание продукту качеств, которые клиенту не нужны и за которые он не готов платить. Причины — неизученный спрос или недостаток входной информации. Примеры: избыточная точность изготовления, избыточные требования в ТЗ, постоянное обновление дизайна и интерфейса без запроса пользователей. Бытовые примеры — пульт с десятками неиспользуемых кнопок или банковское приложение, половиной функций которого никто не пользуется: всё это оплачено, но ценности не создаёт.
8. Неиспользованный человеческий потенциал. Исключение знаний, умений и инициативы сотрудника из его работы. Причины — слабая мотивация, излишний контроль, жёсткая регламентация, конкуренция вместо сотрудничества. Примеры: рутина, которую можно автоматизировать; игнорирование предложений по улучшению; найм специалиста с избыточной квалификацией под простые задачи.
Муда 1-го и 2-го рода. Потери удобно делить на два рода. Муда 1-го рода — действия, не создающие ценности, но пока необходимые (например, обязательная транспортировка или оформление документов): их сокращают и упрощают. Муда 2-го рода — действия, не создающие ценности вовсе (ожидание, запасы, брак): их устраняют полностью. И помните про связку трёх «М»: корень часто в мура (неравномерности), которая порождает мури (перегрузку), а та — остальные потери.
Карта потерь как диагностический опросник
Для быстрой диагностики можно раз в месяц провести короткий опрос по каждому виду потерь. Формат простой: 2–3 вопроса, оценка 0–5, комментарий и метрика. Пример:
Вопрос | Оценка 0-5 | Метрика |
Сколько задач ожидают решения больше установленного срока? | 0 — нет; 5 — системная очередь | Средний срок ожидания, количество просрочек |
Сколько отчётов или документов создаётся без понятного потребителя? | 0 — все используются; 5 — значимая часть не нужна | Количество отчётов без владельца решения |
Сколько раз документ возвращается на доработку по одной и той же причине? | 0 — почти нет; 5 — постоянно | Доля возвратов, число повторных ошибок |
Сколько времени сотрудники тратят на поиск информации? | 0 — минуты; 5 — часы | Среднее время поиска файла, шаблона, статуса |
Видеть потери — половина дела; превратить наблюдения в постоянный поток улучшений помогает кайдзен.

Кайдзен — это не «ящик для предложений» и не кампания по сбору идей раз в год. Это управленческий контур: сотрудники видят проблему, формулируют улучшение, руководитель быстро даёт обратную связь, полезные идеи внедряются, эффект фиксируется, новый способ работы становится стандартом.
Сила кайдзен в том, что исполнители часто видят потери раньше руководителей. Именно поэтому маленькие изменения дают большой накопительный эффект: понятная нумерация деталей в 1С, более удобное расположение расходников, сокращение времени переналадки, устранение повторных уточнений в заявках, улучшение шаблонов ТЗ.
Чтобы контур работал, людей нужно не только слушать, но и обучать: тогда они присылают проработанные предложения, а не «хотелки», и команда не тратит время на разбор сырых идей. А если предложение не подходит, инициатору важно объяснить, что именно не так, — иначе поток идей быстро иссякает.
Авторские примеры из практики
Пример 1. Нумерация деталей в 1С. В одном из проектов потери возникали не из-за сложной технологии, а из-за плохой идентификации деталей: сотрудники тратили время на поиск нужной позиции, уточняли названия, путали версии и возвращались к одним и тем же вопросам. Решение оказалось бережливым по сути: привести нумерацию и карточки деталей в 1С к единой логике, закрепить правила заполнения и убрать двусмысленные обозначения. Эффект дал не новый модуль системы, а понятный стандарт: меньше уточнений, меньше ошибок, быстрее поиск и проще передача работы между людьми.
Пример 2. Расходники и переналадка. В другом случае время переналадки терялось на мелочах: нужные расходные материалы находились не там, где они требовались, сотрудники делали лишние движения, а подготовка к операции каждый раз зависела от памяти конкретного исполнителя. После перестановки расходников ближе к месту работы, выделения стандартного набора и визуального порядка время переналадки сократилось примерно на 50%. Это хороший пример Lean-мышления: сначала увидеть потерю, затем убрать лишнее движение и ожидание без тяжелой автоматизации.
Именно такие кейсы важны для руководителя: они показывают, что бережливое производство начинается не с больших программ трансформации, а с точного наблюдения за процессом, стандарта и быстрой проверки эффекта.
Поле кайдзен-заявки | Что заполняет инициатор |
Проблема | Что мешает работе, где возникает потеря, как часто это повторяется. |
Вид потери | Ожидание, переделки, лишние движения, перепроизводство, неиспользованный потенциал и т.д. |
Предложение | Как изменить процесс, рабочее место, шаблон, регламент или систему. |
Ожидаемый эффект | Экономия времени, снижение ошибок, сокращение ожиданий, рост прозрачности. |
Затраты и ограничения | Что нужно для внедрения: время, согласование, доступ, доработка, обучение. |
Ответственный и срок | Кто проверяет идею, кто внедряет, когда будет решение. |
Факт эффекта | Что получилось после внедрения, какие данные это подтверждают. |
SLA обработки кайдзен-идей
Этап | Срок | Результат |
Регистрация идеи | 1 рабочий день | Идея принята, классифицирована по потере и процессу. |
Первичный ответ | до 3 рабочих дней | Принять в работу / отклонить с объяснением / запросить уточнение. |
Оценка эффекта | до 10 рабочих дней | Понятен ожидаемый эффект и трудозатраты. |
Пилот | до 30 дней | Идея проверена на ограниченном участке. |
Стандартизация | после подтверждения эффекта | Новый способ работы закреплён в стандарте, инструкции или системе. |
Как здесь помогает ИИ-ассистент. Ассистент собирает предложения сотрудников, группирует их по процессам и видам потерь, отсекает дубли, готовит сводку для руководителя и напоминает о просроченных решениях. Так инициативы снизу не растворяются в переписке.

Иллюстрация 9. 5S как управленческий стандарт порядка, безопасности и качества.
5S — это метод организации рабочего места и информационного пространства. Его смысл не в том, чтобы один раз «навести красоту», а в том, чтобы сделать правильное действие самым простым, а отклонение от стандарта — видимым.
Сортировка (сэири).
Чёткое разделение всех предметов на рабочем месте на необходимые и ненужные. Цель — освободить пространство от всего, что не используется в текущих операциях. Предметы, которые не нужны ежедневно, перемещают на склад или в отдельную зону временного хранения. То, что не используется совсем, утилизируют или передают другим подразделениям.
Соблюдение порядка (сэитон).
Для каждого необходимого предмета определяется постоянное место хранения. Инструменты и материалы размещаются так, чтобы их было легко найти, взять и вернуть на место. Применяется принцип рациональности: часто используемые предметы находятся в зоне быстрого доступа, редко используемые — дальше.
Содержание в чистоте (сэисо).
Поддержание чистоты рабочего места и оборудования. Регулярная уборка позволяет своевременно выявлять неисправности оборудования, утечки, износ деталей. Разрабатываются графики уборки, назначаются ответственные лица, определяется периодичность проведения работ.
Стандартизация (сэикэцу).
Закрепление достигнутых результатов через создание стандартов и регламентов. Разрабатываются инструкции по организации рабочего места, чек-листы для проверки, визуальные руководства с фотографиями правильного расположения предметов. Создаётся система визуального контроля, которая позволяет сразу увидеть отклонения от установленных норм.
Совершенствование (сицукэ).
Непрерывное поддержание и улучшение системы. Задача этого этапа — сформировать у сотрудников привычку соблюдать установленные правила и самостоятельно искать возможности для оптимизации. Проводятся регулярные аудиты рабочих мест, анализируются результаты, собираются предложения по улучшению от работников.
Чек-лист аудита 5S
S | Вопрос аудита | Оценка 0-5 |
1. Сортировка | На рабочем месте / в системе нет лишних предметов, файлов, полей и дублей. |
|
1. Сортировка | Устаревшие версии документов удалены или вынесены в архив. |
|
2. Порядок | Нужные инструменты, файлы, шаблоны и контакты находятся за 1-2 действия. |
|
2. Порядок | Есть единая логика названий, папок, статусов и ответственных. |
|
3. Чистота | Рабочая зона, интерфейс или информационная база не перегружены визуальным шумом. |
|
3. Чистота | Ошибки, мусорные данные и неактуальные записи регулярно удаляются. |
|
4. Стандарт | Есть визуальный образец правильного состояния и понятная инструкция. |
|
4. Стандарт | Новый сотрудник может повторить стандарт без устных объяснений. |
|
5. Совершенствование | Аудит 5S проводится регулярно, результаты видны команде. |
|
5. Совершенствование | Есть список улучшений, ответственные и сроки внедрения. |
|
Индекс 5S = сумма набранных баллов / максимально возможный балл x 100%. Значение ниже 60% означает, что порядок держится на личной дисциплине отдельных людей, а не на системе.
5S как система видимости, а не разовая уборка
В исходной логике 5S важна не «генеральная уборка», а создание среды, где отклонение видно сразу. Когда место, файл, статус, инструмент или шаблон не имеют понятного расположения, потери становятся нормой: люди ищут, уточняют, спорят о версиях, ждут доступы и выполняют лишние движения. 5S должно превращать правильное действие в самое простое действие.
Японская метафора 5S — «рассеять туман». Там, где беспорядок, всё «покрыто туманом», и в нём рождаются потери: люди ищут, уточняют, спорят о версиях, ждут доступы. Когда у каждого предмета, файла и статуса есть своё место, отклонение становится видно сразу — и его можно исправить до того, как оно превратится в проблему. В цехе у 5S есть и прямой слой безопасности: неряшливое рабочее место ведёт к травматизму, поломкам и браку.
Для производственной среды 5S делает явными неполадки оборудования, запасы, брак, риски травматизма и лишние перемещения. Для офисной и ИТ-среды тот же принцип работает через структуру папок, правила именования, визуальные статусы, единые шаблоны, актуальные справочники и чистую базу знаний.
Шаг 5S | Смысл | Производственный пример | Офис / ИТ пример | Что проверяет руководитель |
Сортировка | Отделить нужное от лишнего. | Удалить лишний инструмент, материалы, устаревшие заготовки. | Убрать дубли файлов, старые версии, лишние поля, неиспользуемые отчеты. | Что реально используется? Что хранится «на всякий случай» и создает шум? |
Порядок | Разместить нужное так, чтобы быстро находить. | Разметка мест хранения, контуры инструмента, подписи. | Единая структура папок, шаблон названий, быстрые ссылки, понятные статусы. | Можно ли найти нужный объект за 1-2 действия? |
Чистота | Убирать источники загрязнения и ошибок. | Регулярная чистка, выявление утечек, шума, износа. | Очистка справочников, устранение битых ссылок, удаление мусорных записей. | Что засоряет рабочее пространство и данные? |
Стандартизация | Закрепить лучший текущий способ. | Фотоэталон рабочего места, регламент уборки, чек-лист смены. | Шаблон ТЗ, правила карточки задачи, стандарт протокола, инструкция по маршруту согласования. | Может ли новый сотрудник повторить стандарт без устных объяснений? |
Совершенствование | Регулярно проверять и улучшать стандарт. | Аудит 5S, корректировка расположения, визуальное управление. | Ежемесячная ревизия базы знаний, шаблонов, статусов и прав доступа. | Есть ли владелец стандарта, метрика и список улучшений? |
Готовый пример. Если сотрудники регулярно ищут актуальный шаблон договора, это не «невнимательность», а дефект системы 5S. Сначала нужно убрать устаревшие версии, затем закрепить единую папку и название файла, после этого добавить визуальный статус «актуально / архив / в работе» и назначить владельца шаблона. Только после этого имеет смысл автоматизировать создание договора.
Когда базовый порядок наведён, к нему добавляют специализированные инструменты качества, надёжности и потока.
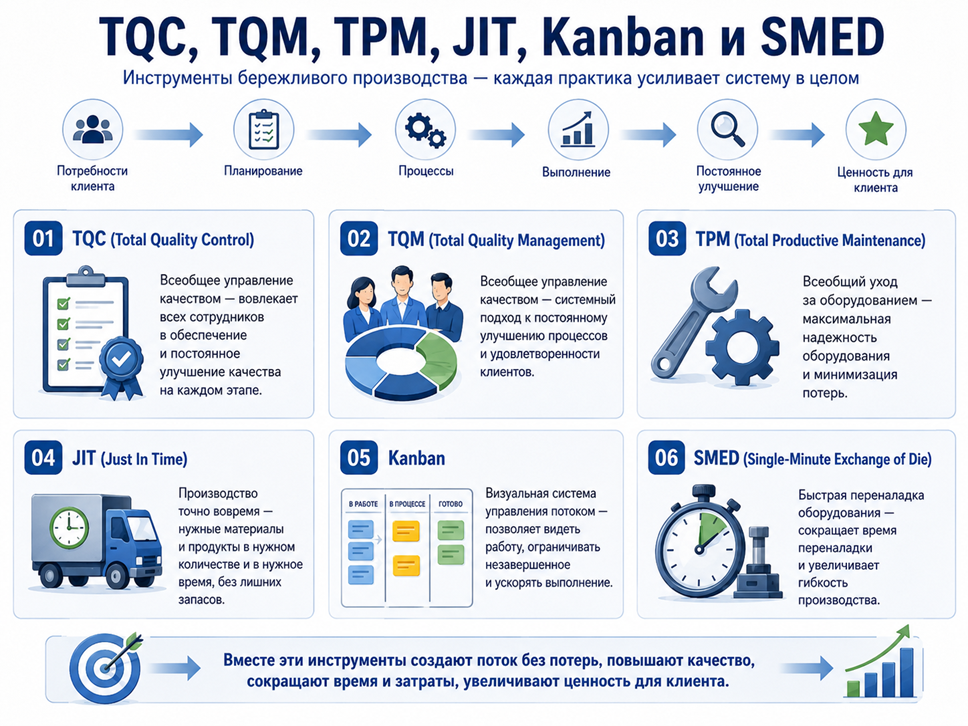
В Lean нет одного универсального инструмента. Нужен выбор под задачу.
Инструмент | Зачем нужен | Пример применения вне цеха |
TQC / TQM | Встроить качество в систему управления, а не проверять его только на выходе. | Единые критерии качества ТЗ, договоров, клиентских ответов, проектных документов. |
TPM | Снизить простои оборудования и систем через профилактику и вовлечение пользователей. | Регулярная профилактика ИТ-систем, контроль доступности, анализ причин инцидентов. |
JIT | Доставлять нужное в нужное время и нужном количестве. | Не перегружать команду задачами раньше готовности к выполнению; не плодить незавершёнку. |
Kanban | Сделать поток работ видимым и ограничить WIP. | Доска задач с колонками, лимитами и правилами перехода между статусами. |
SMED | Сократить время переналадки или переключения. | Шаблоны встреч, типовые ТЗ, преднастроенные среды, чек-листы запуска проекта. |
Как применять эти инструменты без формализма
TQC и TQM. TQC (Total Quality Control) делает качество задачей всей системы, а не только отдела контроля. TQM (Total Quality Management) расширяет эту логику до культуры управления: качество проектируется в процесс, критерии результата заранее понятны, ошибки разбираются как проблема системы, а не как повод найти виновного. В офисе и ИТ это означает единые критерии качества ТЗ, договоров, заявок, протоколов и клиентских ответов.
Кружки качества и вовлечение сотрудников. Кружок качества - это небольшая группа сотрудников, которая регулярно разбирает повторяющиеся проблемы своего участка и предлагает улучшения. Смысл не в совещании ради совещания, а в том, чтобы вернуть экспертизу исполнителей в контур управления. Для офисных процессов это может быть группа по сокращению возвратов документов, ускорению согласований или снижению количества повторных обращений.
Семь базовых инструментов качества. Для первичной диагностики достаточно простого набора: контрольный лист, диаграмма Парето, диаграмма Исикавы, гистограмма, диаграмма разброса, стратификация и контрольная карта. Они помогают не спорить на уровне мнений, а увидеть факты: где чаще возникает дефект, какая причина повторяется, на каком этапе появляется отклонение и меняется ли процесс после улучшения.
TPM. TPM (Total Productive Maintenance) полезен не только для станков. В цифровой среде его аналог - профилактика критичных ИТ-систем, контроль доступности сервисов, регулярный анализ инцидентов, управление техническим долгом и понятная ответственность владельцев систем. Логика та же: не ждать аварии, а заранее снижать вероятность простоя.
JIT и Kanban. JIT (Just in Time) требует не делать работу раньше, чем она нужна следующему участнику потока. В офисе это особенно важно: раннее создание лишних версий, документов и задач увеличивает незавершенную работу. Kanban делает этот поток видимым: показывает очереди, лимиты WIP, зависшие задачи и правила перехода между статусами.
SMED. SMED (Single-Minute Exchange of Die) родился как метод быстрой переналадки оборудования, но его управленческий смысл шире: отделить подготовку от выполнения, вынести часть действий заранее, стандартизировать набор шагов и сократить переключение между задачами. В проектах и ИТ это шаблоны встреч, типовые ТЗ, чек-листы запуска, преднастроенные среды и стандартные пакеты документов.
Типичная ошибка. Руководители часто внедряют инструмент как символ: заводят Kanban-доску, проводят 5S-аудит или объявляют TPM, но не связывают это с конкретной потерей, метрикой и владельцем процесса. Правильная последовательность обратная: сначала проблема и поток, затем инструмент, затем стандарт и контроль эффекта.
Инструменты под капотом: как каждый работает в цехе, офисе и ИТ
TQC: всеобщий контроль качества и 7 базовых методов
TQC (Total Quality Control) переносит качество из финального контроля в сам процесс. Цель — снижать изменчивость характеристик продукта, услуги или управленческого результата. Для руководителя это означает: качество не должно зависеть только от финальной проверки, отдела контроля или героизма конкретного исполнителя. Оно должно проектироваться в процесс, критерии, данные и обратную связь.
Кружки качества — практический механизм TQC. Небольшая группа сотрудников регулярно разбирает повторяющиеся дефекты своего участка, собирает факты, проверяет причины и предлагает улучшения. В офисе это может быть группа по снижению возвратов договоров, ошибок в управленческих отчетах или повторных обращений в ИТ-поддержку.
Чтобы кружок не превратился в «совещание ради совещания», Toyota опиралась на простые правила: участие добровольное, но под началом непосредственного руководителя; в группу входят руководитель и прямые подчинённые одного участка; ритм — около двух встреч в месяц. Именно вовлечение всех работников, а не только отдела контроля качества, и сделало контроль «всеобщим».
Гипотезы причин в диаграмме Исикавы удобно раскладывать по «6М»: люди (Men), оборудование и системы (Machine), метод (Method), материалы и данные (Material), измерение (Measurement) и среда (Milieu). В офисе это исполнители, ИТ-система, регламент, входные данные, способ контроля и организационные условия — так разбор причин не сваливается в поиск виноватых. Эту диаграмму также называют «рыбьим скелетом» — по характерной форме.
Коротко логика каждого из 7 базовых методов качества: контрольный лист собирает первичные данные единообразно; диаграмма Парето опирается на закон Вильфредо Парето — 20% причин дают около 80% дефектов (на практике соотношение бывает и 70/30, и 90/10) — и расставляет приоритеты; диаграмма рассеяния показывает связь двух переменных (например, как растёт доля брака при повышении нагрузки на специалиста или температуры в процессе); гистограмма показывает форму распределения результата; контрольная карта отличает обычную вариабельность от системного сбоя; графики упрощают восприятие; а диаграмма Исикавы формирует и систематизирует сами гипотезы причин.

Метод качества | Для чего нужен | Пример применения |
Диаграмма Исикавы | Собрать гипотезы о причинах проблемы по группам факторов. | Разобрать причины возвратов ТЗ: люди, методика, шаблоны, данные, система, внешние условия. |
Контрольный лист | Собрать первичные данные одинаковым способом. | Фиксировать типы ошибок в заявках: нет реквизитов, нет согласования, неверный статус, дубль. |
Диаграмма рассеяния | Проверить связь между двумя переменными. | Понять, растет ли число ошибок при увеличении нагрузки на специалиста или количества параллельных задач. |
Диаграмма Парето | Найти 20% причин, которые дают основную долю дефектов. | Выявить 3 главные причины 80% возвратов документов. |
Контрольная карта | Отличить обычные колебания от системного сбоя. | Отслеживать срок обработки заявки и видеть, когда процесс вышел из стабильного состояния. |
Гистограмма | Увидеть распределение результата. | Понять, как распределяется срок согласования: равномерно, с длинным хвостом или с двумя разными режимами работы. |
Графики | Сделать динамику понятной для обсуждения. | Показывать изменение дефектов, ожиданий, просрочек и повторных обращений по неделям. |
TQM: качество продукта, процесса и людей
TQM (Total Quality Management) расширяет TQC до уровня системы управления. Компания работает не только над качеством конечного продукта, но и над качеством процессов, управленческих решений и компетенций людей. Поэтому TQM нельзя свести к чек-листам: это культура управления, где клиент, процесс, данные и развитие людей связаны в одну систему.
В основе TQM лежат пять принципов: ориентация на потребителя; вовлечение работников, чтобы организация с выгодой использовала их способности; подход к системе качества как к системе процессов; системный подход к управлению; и постоянное улучшение.
Элемент TQM | Смысл | Практический пример для руководителя |
Качество продукта / услуги | Результат соответствует ожиданиям клиента. | У клиента есть понятные критерии приемки результата проекта или заявки. |
Качество процесса | Результат получается стабильно, а не случайно. | Одинаковые заявки обрабатываются по одному стандарту, без разных трактовок. |
Качество людей и компетенций | Сотрудники понимают метод, критерии и причины требований. | Команда умеет формулировать проблему, собирать факты и предлагать улучшения. |
QA / обеспечение качества | Поддержание гарантированного уровня качества. | Шаблоны, проверки, стандарты, обучение, права и контрольные точки. |
QI / улучшение качества | Постепенное повышение уровня качества. | Анализ причин дефектов, улучшение шаблонов, сокращение повторных ошибок. |
Практическое предупреждение. TQM ломается, когда управление подменяется цифрами. Если руководитель смотрит только на рейтинг, отчет или показатель, но не понимает процесс, команда начинает оптимизировать видимость результата, а не качество. Поэтому метрики должны вести к разговору о процессе, а не заменять его.
TQM держится на двух механизмах, как мяч на наклонной плоскости: QA (обеспечение качества) подпирает снизу и удерживает текущий уровень, QI (улучшение качества) тянет вверх и поднимает планку. Уберите один — мяч скатится: только контроль без улучшений ведёт к стагнации, только улучшения без гарантий — к нестабильности.
Пять управленческих «болезней», убивающих качество
TQM ломается не на инструментах, а на управленческих привычках. Эдвард Деминг выделял пять «смертельных болезней», которые сначала блокируют качество, а затем разрушают организацию:
Управление только по цифрам. Руководитель смотрит лишь на показатели, не понимает процесс — и постепенно теряет управление.
Оценка людей по количественным рейтингам. Квоты и ранжирование порождают нездоровую конкуренцию и убивают командную работу; полезнее личная обратная связь по сути работы.
Погоня за краткосрочной выгодой. Быстрая прибыль вытесняет стабильный долгосрочный рост и инвестиции в качество.
Отсутствие стратегии. Без последовательных целей сотрудники не видят горизонта развития, а качество выпадает из приоритетов.
Текучесть кадров. Вместе с людьми уходят знания и стандарты; лечение первых четырёх болезней снижает и эту.
Для руководителя это чек-лист самопроверки: если в управлении присутствуют хотя бы две болезни, любая Lean/6σ-инициатива будет буксовать.
TPM: надежность оборудования, систем и инфраструктуры
TPM (Total Productive Maintenance) в цехе направлен на сокращение потерь машинного времени. В современном управлении тот же подход применим к ИТ-инфраструктуре, производственным системам, критичным сервисам, справочникам и интеграциям. Логика простая: простой системы — это такая же потеря потока, как простой станка.
В основе TPM лежат четыре принципа: состояние оборудования зависит от культуры работника; работа и обслуживание неразделимы; надёжность строится на профилактике, а не на ремонте по факту поломки; обслуживанием занимаются все — от операторов и ремонтников до руководителей. Исторически подход вызревал постепенно: в 1950-е появился плановый ремонт, в 1960-е — продуктивный, а в 1970-е — всеобщий уход за оборудованием (TPM).
Блок TPM | Что делаем | Готовый пример |
Статистика простоев | Собираем причины, длительность, регулярность и владельцев проблем. | Журнал инцидентов ИТ-системы: дата, сервис, причина, длительность, влияние, ответственный, действие. |
Парето простоев | Находим несколько причин, которые дают основную долю потерь времени. | 80% простоев дает одна интеграция или один устаревший сервер. |
Автономное обслуживание | Пользователи и операторы замечают ранние признаки проблем. | Ключевые пользователи фиксируют медленную работу, ошибки обмена, сбои доступа до аварии. |
ППР / профилактика | Планируем профилактические действия до аварий. | Регулярная проверка резервных копий, обновлений, свободного места, прав доступа, интеграций. |
Визуализация | Делаем состояние системы и оборудования видимым. | Дашборд доступности, сроков поддержки, открытых инцидентов и повторяющихся причин. |
OEE / ОЭО | Оцениваем долю эффективного времени работы. | Для оборудования: эффективное время / запланированное время. Для ИТ — доступность сервиса и потери из-за простоев. |
Готовый пример TPM для офиса и ИТ. Если каждый месяц повторяется сбой обмена между системами, не нужно ограничиваться ручным восстановлением. Надо завести журнал инцидентов, построить Парето причин, определить владельца интеграции, настроить ранний сигнал и внести профилактическую проверку в регламент. Так TPM превращает «тушение пожаров» в управляемую надежность.
TPM глубже: 8 потерь, ОЭО/OEE, журнал и автономное обслуживание
Время оборудования делят на три части: машинное время, создающее ценность; неизбежные потери, которые исключить нельзя; и устранимые потери. Классически выделяют восемь потерь машинного времени — и для каждой понятно, чем её снижают:
Ежедневное техобслуживание (ЕТО) — неизбежная потеря; её оптимизируют и стандартизируют, но не убирают.
Планово-предупредительный ремонт (ППР) — целевая зона TPM: профилактика и автономное обслуживание снижают объём и частоту.
Переналадка — снижает SMED (разделение внешних и внутренних операций).
Аварийные простои — целевая зона TPM: ранняя диагностика и автономное обслуживание предотвращают поломки.
Снижение скорости обработки — TPM плюс анализ причин: холостой ход, расхождение реальной и расчётной производительности.
Микропростои — TPM: устранение мелких блокировок, сбоев датчиков и подклиниваний.
Брак — 6 сигм и встроенное качество (дзидока, poka-yoke).
Исправление дефектов — 6 сигм плюс стандартизация процесса.
Прицельная зона самого TPM — ППР и аварийные простои; переналадку, брак и дефекты закрывают смежные инструменты Lean и 6 сигм. Поэтому TPM почти всегда внедряют не в одиночку, а в связке с SMED, 5S и статистическим контролем.
Главный измеритель TPM — общая эффективность оборудования (ОЭО, англ. OEE, Overall Equipment Effectiveness): отношение времени эффективной работы к запланированному времени работы. Например, 87 часов полезной работы из 165 запланированных дают ОЭО = 0,53. Важно: незапланированное время (праздники, нерабочие смены) в знаменатель не входит — учитываются только потери планового времени. Для ориентира: у большинства компаний ОЭО не превышает 40%, у самых продвинутых доходит до 85%. В ИТ прямой аналог ОЭО — доступность критичного сервиса за вычетом плановых окон обслуживания.
Источники потерь, связанных с оборудованием, удобно делить на три группы: потери времени (поломки и сбои; наладка и замена оснастки), потери скорости (холостой ход из-за блокировок датчиками; расхождение реальной и расчётной производительности) и потери от дефектов (брак в самом процессе и недовыпуск в период выхода на режим после запуска).
Сбор статистики начинается с журнала поломок и простоев с понятным регламентом заполнения. Полезные графы: дата и смена, линия / агрегат / узел / деталь, характер неисправности, состав и категория ремонта, время начала и окончания простоя, время начала ремонта, предпринятые действия, ответственные и сроки. Анализ журнала показывает время реакции дежурных ремонтников и самые частые причины поломок — дальше работает Парето: берём крупнейший вид простоя, устраняем причину, переходим к следующему.
Главное, что отличает TPM от обычной организации ремонта, — автономное обслуживание: уход за оборудованием самими операторами, которые первыми замечают посторонний шум, вибрацию, скрип ремней, протечки масла и утечки воздуха. Оно проходит три этапа: чистка оборудования; раннее обнаружение проблем; самостоятельное устранение простых неисправностей (замена болтов и шлангов, доливка масла и смазки). В системе участвуют три роли: руководители (статистические методы и организация), операторы (автономное обслуживание) и ремонтники (ППР), причём операторы и ремонтники должны «говорить на одном языке». В ИТ это прямой аналог практики, когда команды эксплуатации и ключевые пользователи фиксируют ранние симптомы до аварии.
Визуальный контроль в TPM напоминает о сроках техобслуживания, показывает результаты ремонта и облегчает поиск инструмента и запчастей, а также обеспечивает безопасность: таблички «Не включать, ведутся работы!», предупреждения об опасности (высокая температура, давление, напряжение, токсичные вещества), маркировка опасных зон и путей движения транспорта.
JIT, поток и вытягивание: не производить раньше спроса
JIT (Just in Time) означает, что материалы, данные, документы, решения и задачи появляются в нужный момент, в нужном количестве и у нужного участника процесса. В управлении это особенно важно: преждевременное создание документов, версий, задач и согласований увеличивает незавершенную работу и делает поток тяжелым.
Эффект JIT | Производство | Офис / ИТ |
Снижение запасов | Меньше сырья, незавершенного производства и готовой продукции. | Меньше незавершенных задач, черновиков, параллельных версий и нерассмотренных заявок. |
Сокращение цикла | Деталь быстрее проходит поток. | Заявка быстрее проходит от запроса до результата. |
Меньшие партии | Производство ближе к фактическому спросу. | Работа короткими пакетами: меньше больших документов и «мегарелизов». |
Балансировка ресурсов | Люди и оборудование загружены под ритм потока. | Команда берет задачи по лимиту WIP, а не по принципу «всё срочно». |
Визуальный контроль | Сигналы пополнения и загрузки видны. | Доска задач показывает очередь, статус, блокировки и перегрузку. |
Числовой пример. Если в месяц нужно выполнить 20 000 однотипных единиц работы за 20 рабочих дней, ежедневная потребность — 1 000 единиц. При рабочем дне 480 минут takt time составляет 0,48 минуты на единицу. Такой расчет не говорит, что процесс уже эффективен, но показывает ритм, под который нужно выравнивать поток, ресурсы и переключения.
Выравнивание (хейдзунка) — это не только ритм, но и равномерность номенклатуры. Пример из цеха: вместо того чтобы месяц гнать большими партиями 8000 изделий А, затем 6000 В, 4000 С и 2000 D, выпуск распределяют на каждый день — 400 А, 300 В, 200 С и 100 D. В офисе логика та же: обрабатывать понемногу каждый тип заявок ежедневно, а не копить «день договоров» и «день закупок». Это сглаживает пики (мура), снимает перегрузку (мури) и делает поток предсказуемым.
Один и тот же набор операций можно организовать двумя способами. Функциональная компоновка группирует ресурсы по типу (все юристы вместе, вся бухгалтерия вместе) — задача «путешествует» между отделами и копит ожидания на каждом стыке. Процессная (поточная) компоновка собирает ресурсы вокруг потока создания ценности (команда под процесс) — задача движется почти без передач. Тайити Оно показал, что массовый результат достижим и без конвейера Форда: ключ не в размере партии, а в устранении передач и ожиданий между функциями.
Что именно даёт JIT: снижение запасов сырья, незавершёнки и готовой продукции; сокращение производственного цикла; уменьшение партии до экономически минимальной (в идеале — до одной единицы); балансировку людей и оборудования; определение темпа операции по потребности следующей. Классически JIT применим к серийным, а не уникальным продуктам — там, где операции можно сгруппировать по семействам продуктов. В офисе «семейство продуктов» — это типовые потоки: договоры, заявки, инциденты, отчёты.
Механика вытягивания проста: не делать ничего, пока этого не потребовал следующий участок, а когда потребовал — делать быстро («продал деталь — купил деталь»). Источник ритма для всей системы — график отгрузки клиенту и время такта. Важная установка для людей: стоять и ждать, пока следующая стадия не вытянет работу, — нормально; это лучше, чем копить незавершёнку «про запас».
Важно отличать вытягивание (pull) от выталкивания (push). При выталкивании работу передают дальше по плану-графику, независимо от готовности следующего участка, — и перед узким местом копится незавершёнка. При вытягивании следующий участок сам «забирает» работу, когда освободился, поэтому поток саморегулируется и не перегружается. Канбан — это и есть механизм сигнала, который запускает вытягивание.
Kanban: визуальный сигнал и ограничение незавершенной работы
Kanban — практическая реализация вытягивания. В производстве это карточка или сигнал к восполнению. В офисе и ИТ — доска, статус, лимит незавершенной работы и правило перехода задачи между этапами. Главное в Kanban не сама доска, а дисциплина: новая работа берется только тогда, когда поток готов ее принять.
Канбан (яп. «знак», «сигнал», «карточка») впервые применён Toyota в 1972 году; на доведение системы у компании ушло около десяти лет. Суть — визуальный сигнал к производству: выпускать только то, что нужно, и только в нужном количестве, с минимальными страховыми запасами и способностью потока быстро перестраиваться.

Элемент Kanban | Что означает | Пример правила |
Колонки потока | Видимые этапы работы. | Новая задача -> анализ -> в работе -> проверка -> готово. |
WIP-лимит | Ограничение числа одновременных задач. | У аналитика не больше 3 задач в работе. |
Правило входа | Что должно быть готово до старта этапа. | Задача идет в разработку только при наличии цели, владельца, критерия приемки. |
Правило выхода | Что означает завершение этапа. | ТЗ считается готовым только после проверки бизнес-владельцем. |
Блокировки | Причины остановки потока фиксируются явно. | Нет данных, нет доступа, ждем согласования, конфликт приоритетов. |
SMED: сокращение переналадки и управленческих переключений
SMED родился как метод быстрой переналадки оборудования, но его логика применима шире. Переналадка — это время от завершения предыдущей партии до первой годной единицы следующей. В управлении аналогом являются переключения между проектами, подготовка совещаний, запуск типовой доработки, развертывание среды, оформление пакета документов или перевод задачи между подразделениями.
Ключевое различие в SMED — между внешней и внутренней переналадкой. Внешняя переналадка — это операции, которые можно выполнить, пока оборудование ещё работает: подготовить и подобрать оснастку, инструмент, материалы, документы, проверить комплектность. Внутренняя переналадка — операции, которые физически возможны только при остановленном оборудовании: собственно замена оснастки, базовая настройка, пробный пуск. Простой возникает только во время внутренней переналадки, поэтому вся суть метода — сократить именно её.
Метод Сигео Синго проходит четыре шага. Шаг 1 — разделить внешние и внутренние операции; уже одно это часто сокращает простой на 30–50%, потому что выясняется, что половину действий делали при остановленном оборудовании зря. Шаг 2 — перевести как можно больше внутренних операций во внешние: заранее подготовить и предварительно настроить оснастку, подогреть/выставить параметры до остановки. Шаг 3 — рационализировать оставшиеся внутренние операции: параллельная работа двух человек, быстрозажимные крепления вместо болтов, исключение ручных регулировок и подгонок. Шаг 4 — стандартизировать и сокращать внешние операции. Цель — довести переналадку до «однозначных минут» (менее 10 минут): отсюда и название Single-Minute Exchange of Die.
«Оборудованием» в SMED считают не только станки, но и информационные системы, контрольно-измерительные приборы, стенды для опытных образцов и даже организационные звенья (например, входной контроль). В офисе и ИТ внешняя переналадка — это повестка, данные, доступы, шаблон и проверка реквизитов, подготовленные до встречи или запуска; внутренняя — то, что неизбежно делается уже в момент старта. Преднастроенная среда разработки, типовое ТЗ, чек-лист запуска и стандартный пакет документов — это и есть перевод внутренних операций во внешние.
Шаг SMED | Смысл | Офис / ИТ пример |
Отделить внутреннюю и внешнюю подготовку | Что можно сделать заранее, нужно делать до остановки процесса. | Повестка, данные, шаблон решения и список участников готовятся до встречи. |
Перевести внутреннее во внешнее | Сократить действия, выполняемые в критический момент. | Проверка реквизитов и доступов выполняется до запуска согласования. |
Стандартизировать набор действий | Сделать переключение повторяемым. | Чек-лист запуска проекта, типовой пакет документов, преднастроенная среда. |
Убрать лишние движения и ожидания | Разместить нужное рядом с местом работы. | Ссылки, шаблоны, контакты и инструкции доступны из карточки задачи. |
Измерить эффект | Сравнить время до и после изменения. | Время подготовки совещания сократилось с 2 часов до 30 минут, запуск среды — с 3 дней до 1 дня. |
Практический вывод по SMED. Если сокращение времени переналадки в два раза позволяет в два раза чаще переключаться между типами работ, то можно уменьшить размер партий, снизить запасы, ускорить оборот и сделать систему гибче. В офисе это означает меньше ожиданий между этапами и меньше больших «пакетов», которые долго лежат без движения.
Как выбирать инструмент без формализма
Ситуация | Инструмент | Почему именно он |
Много ошибок в документах или данных | TQC, 7 методов качества, poka-yoke | Нужно собрать факты, найти повторяющиеся причины и встроить защиту от ошибок. |
Команда спорит о качестве результата | TQM, критерии качества, QA/QI | Нужно договориться о качестве продукта, процесса и управленческих стандартов. |
Часто падает оборудование или ИТ-сервис | TPM, журнал простоев, Парето, ППР | Нужно перейти от аварийного реагирования к профилактике. |
Слишком много незавершенных задач | JIT, Kanban, WIP-лимиты | Нужно ограничить поток и перестать запускать работу раньше готовности системы. |
Долго запускаются типовые операции | SMED | Нужно сократить переключение, подготовку и переналадку. |
Инструменты наводят порядок в рутине, но сложные кросс-функциональные проблемы требуют отдельной дисциплины разбора — формата A3.
9. Отчёт A3, 5W1H и «5 почему»
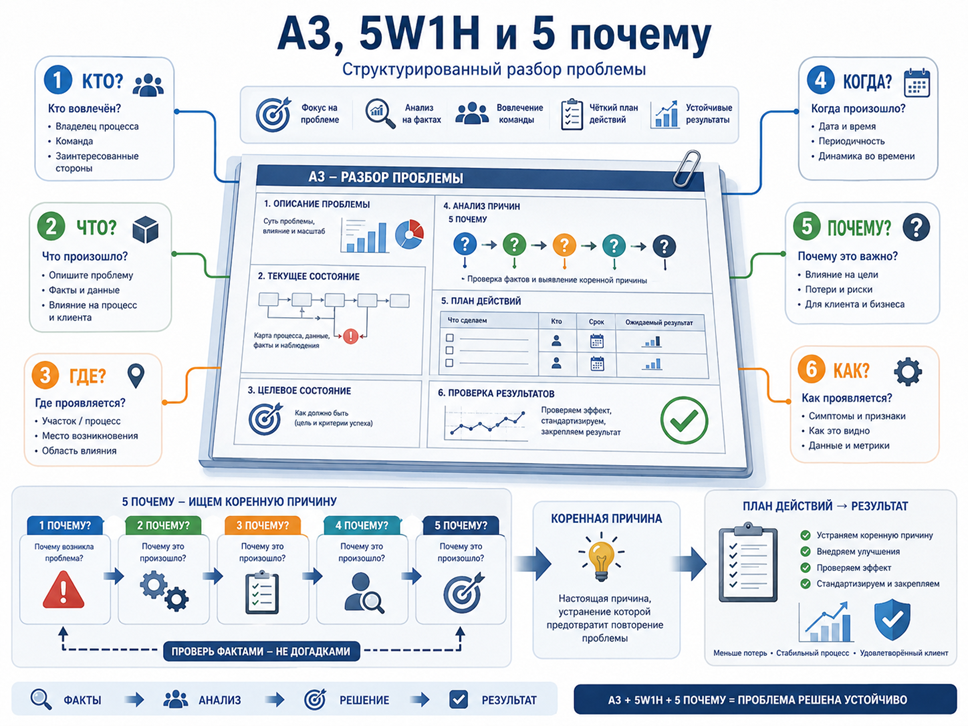
A3 — это не просто формат листа. Это дисциплина мышления: проблема должна быть изложена так, чтобы руководитель и команда на одном листе увидели контекст, факты, цель, первопричины, контрмеры, план и способ контроля эффекта.
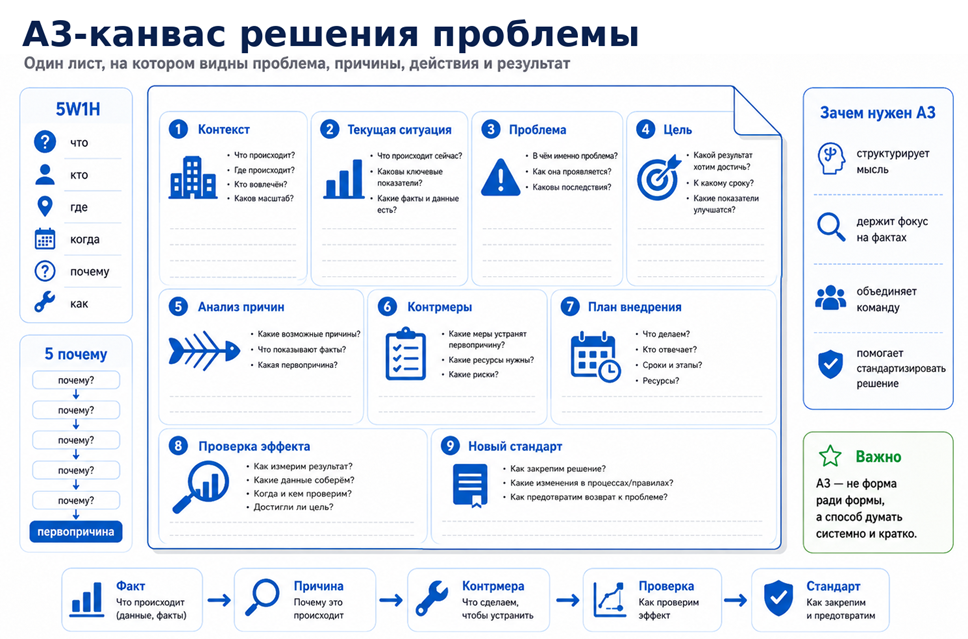
Поле A3 | Что вносить |
1. Фон / контекст | Почему проблема важна бизнесу, клиенту или внутреннему заказчику. |
2. Текущее состояние | Факты и метрики как есть: данные, gemba, карта процесса, частота проблемы. |
3. Цель | Измеримый результат и срок: сократить время, ошибки, ожидание, возвраты. |
4. Анализ первопричин | 5 почему, диаграмма Исикавы, данные по отклонениям, проверенные гипотезы. |
5. Контрмеры | Что меняем в процессе, стандарте, роли, интерфейсе, обучении или контроле. |
6. План внедрения | Кто, что и когда делает; какие ресурсы и согласования нужны. |
7. Контроль и итог | Как проверяем эффект, что стандартизируем, что переносим в базу знаний. |
Пример заполнения A3 для офисного процесса
Поле | Пример |
Проблема | Согласование типового договора занимает в среднем 8 рабочих дней при целевом сроке 3 дня. |
Текущее состояние | Документ проходит 6 согласующих, 2 проверки дублируются, 35% договоров возвращаются на исправление реквизитов. |
Цель | Сократить средний срок до 3 рабочих дней за 2 месяца, снизить возвраты до 10%. |
Первопричина | Нет единого шаблона, проверка реквизитов выполняется вручную, ответственность между юристами и инициатором размыта. |
Контрмеры | Единый шаблон, предзаполнение реквизитов, чек-лист инициатора, параллельное согласование двух блоков. |
Контроль | Еженедельный замер срока согласования, доли возвратов и причин отклонений. |
5W1H помогает уточнить проблему: what, why, where, when, who, how — что происходит, почему важно, где возникает, когда повторяется, кто участвует и как сейчас выполняется работа. Метод «5 почему» помогает не остановиться на симптоме и дойти до первопричины.
A3 и ИИ-ассистент. Ассистент может подготовить черновик A3 по интервью, переписке, регламентам и данным: сформулировать проблему, предложить гипотезы первопричин, структурировать контрмеры и список данных, которые нужно проверить на месте.
A3 и цикл PDCA: когда применять и как проверить разбор
В исходной логике A3 важен не размер листа, а управленческая дисциплина: сложную проблему нужно описать так, чтобы на одном листе были видны ситуация, цель, факты, причины, действия и контроль. Это снижает потери на длинные отчеты, лишние презентации и разное понимание проблемы участниками.
A3 применяют для уже существующей проблемы, а не для абстрактного управления рисками. Лучшие задачи для A3 — кросс-функциональные: когда задействованы несколько подразделений, причины не очевидны, а простое поручение «исправить» не решает проблему.
Блок PDCA в A3 | Что фиксируем | Что должно быть видно руководителю |
Plan / Планирование | Проблема, фон, текущее состояние, цель, факты, причины. | Почему проблема важна и какие данные подтверждают ее масштаб. |
Do / Действия | Контрмеры, план внедрения, ответственные, сроки. | Что конкретно меняется в процессе и кто владелец действия. |
Check / Проверка | Контрольные показатели и замер эффекта. | Сработали ли изменения, а не просто были ли они выполнены. |
Act / Стандартизация | Новый стандарт, уроки, перенос в базу знаний. | Что закреплено, чтобы проблема не вернулась. |
7 шагов решения проблемы | Вопрос | Результат |
1. Оценить ситуацию | Что происходит и где это видно? | Понятен контекст и фактическая картина. |
2. Сформулировать проблему | В чем отклонение от нормы или цели? | Проблема описана конкретно, без общих слов. |
3. Локализовать проблему | Где, когда, у кого и при каких условиях возникает? | Границы проблемы сужены. |
4. Найти первопричины | Почему это происходит? | Есть проверенные гипотезы, а не мнения. |
5. Разработать контрмеры | Что изменит причину, а не симптом? | План действий связан с корневой причиной. |
6. Внедрить и проверить | Что изменилось после пилота? | Есть контрольный замер эффекта. |
7. Стандартизировать | Как закрепить новый способ работы? | Обновлены регламенты, шаблоны, обучение и контроль. |
Вопрос 5W1H | Что уточняет | Пример для офисного процесса |
Who / Кто? | Кто столкнулся с проблемой и кто влияет на нее? | Инициатор договора, юрист, бухгалтерия, руководитель согласования. |
What / Что? | Что именно произошло? | Договор вернулся на доработку из-за неверных реквизитов. |
When / Когда? | Когда проблема повторяется? | На этапе первичной проверки и перед подписанием. |
Where / Где? | Где возникает сбой? | В карточке контрагента и шаблоне договора. |
Why / Почему важно? | Какой ущерб для клиента и бизнеса? | Срок согласования растет, сделка задерживается, команда тратит время повторно. |
How / Как? | Как сейчас выполняется работа? | Реквизиты копируются вручную из разных источников. |
Пример «5 почему» для офисного процесса
Проблема: договоры часто возвращаются на доработку из-за ошибок в реквизитах.
Почему 1: реквизиты в договоре заполнены неверно.
Почему 2: инициатор копирует данные из разных источников.
Почему 3: нет единого актуального справочника реквизитов и владельца данных.
Почему 4: процесс обновления карточек контрагентов не закреплен в регламенте.
Почему 5: ответственность за качество исходных данных распределена между несколькими участниками и фактически никем не управляется.
Корневая причина: отсутствует единый владелец справочника и стандарт обновления данных. Контрмера: назначить владельца данных, создать единый источник реквизитов, встроить проверку в шаблон договора и отслеживать долю возвратов по причине «реквизиты».
Критерий качества A3. Если сторонний руководитель за несколько минут понимает, в чем проблема, почему выбраны именно эти контрмеры и как будет проверен эффект, A3 подготовлен правильно. Если нужно долго объяснять устно, значит проблема, данные или логика решения описаны недостаточно ясно.
Бережливое производство, ИТ и искусственный интеллект не нужно противопоставлять. Lean задаёт логику — где ценность, где потери и как течёт поток; ИТ и ИИ дают инструменты, чтобы видеть потери точнее, убирать рутину и удерживать улучшения. Порядок при этом прежний (Принцип 8 «Дао Toyota»): сначала отлаженный процесс, затем технология, которая усиливает поток, а не маскирует хаос. Поэтому сильнее всего работает не «ИТ вместо бережливого производства», а объединение ИТ-специалистов и «бережливцев» в одних проектных командах.

Семь направлений, где ИТ и ИИ усиливают бережливое производство
По опыту проектов цифровизации цифра помогает бережливому производству как минимум по семи направлениям.
1. Усиление эффекта текущих Lean-проектов. ИИ и аналитика находят потери, которые человек не замечает. Toyota применяет ИИ для выявления потерь от лишних движений на производстве и в процессах, Росатом строит цифровую производственную систему. BPM-системы анализируют процессы, хранят историю изменений и эффектов, моделируют новые инициативы; видеоаналитика выявляет лишние перемещения людей, сырья и продукции.
2. Снижение доли ручных операций. Автоматизация типовых задач убирает сразу две потери — излишнюю обработку и нереализованный потенциал людей: рутина уходит алгоритмам, а сотрудники занимаются тем, что действительно создаёт ценность.
3. Управление проектами и задачами. Электронные Канбан-доски показывают статусы задач и узкие места, упрощают передачу работы между ответственными, помогают вовремя эскалировать проблемы и не допускать избыточного числа одновременных изменений (лимиты WIP).
4. Цифровые советники. Перспективное направление ИИ — цифровые советники: для операторов (режимы оборудования по данным АСУ ТП), руководителей проектов, служб технического обслуживания и ремонта (по наработке и дефектам) и руководителей подразделений (по данным учётных систем). Это и есть логика «Ассистента руководителя».
5. Сбор и приоритизация идей, обратная связь. Мотивация по кайдзен держится на том, что идеи «снизу» не теряются: удобные каналы подачи, автоматическая приоритизация, прозрачная история движения идеи и обратная связь сотруднику. Без ИТ это решать заметно сложнее, а игнорирование демотивирует людей.
6. Коммуникации и сохранение знаний. ИТ формирует доступные базы знаний и ускоряет обмен опытом: лучшие практики становятся стандартом и не уходят вместе с текучкой кадров — особенно с корпоративными LLM/RAG-системами.
7. Аналитика и визуализация узких мест. Большие данные с оборудования, аналитика из учётных систем и визуальные дашборды позволяют находить больше потерь и видеть узкие места в реальном времени, а не постфактум.
Доказательство: цифра и бережливость вместе обгоняют бережливость без цифры
Синергия видна и в цифрах. Если сравнить компании, участвовавшие в проектах повышения производительности, с сопоставимыми по масштабу и отрасли компаниями, которые активно внедряют цифровые технологии, у «цифровых» заметно выше и рентабельность, и производительность на сотрудника. Вывод простой: бережливое производство даёт базу, а цифра умножает эффект. Комплексный пример с IoT, большими данными и аналитическими дашбордами на объектах недвижимости показывает кратную экономию энергоресурсов и затрат на техническое обслуживание в пересчёте на квадратный метр.
Системность: одного инструмента мало
Бережливое производство — не единственная система. На практике его сочетают с теорией ограничений (определить главное узкое место и максимизировать эффект), управлением изменениями (мотивация, PR, работа с сопротивлением и лидерство), выстроенными коммуникациями (меньше конфликтов, командное взаимодействие) и общим системным подходом. ИТ и ИИ — это слой, который связывает их данными, автоматизацией и знаниями.
Главный тезис: бережливое производство и ИТ не надо противопоставлять. Нужна совместная проработка инициатив и объединение ИТ-специалистов и «бережливцев» в одних проектных командах — тогда метод и технология усиливают друг друга, а не конкурируют за бюджет и внимание руководителя.
Продолжение темы: Бережливое производство. Часть 2 + 6 сигм - VSM, Poka-yoke, Дом TPS, контрольные карты, DMAIC, SIPOC, DMADV, роли Six Sigma и сравнение Lean / Six Sigma / Lean Six Sigma.