Бережливое производство. Часть 2
- Джимшер Челидзе
- 11 сент. 2021 г.
- 22 мин. чтения


Содержание

В первой части мы разобрали базовую логику Lean: 14 принципов Toyota, 4 принципа бережливого производства, 3М, 8 видов потерь, кайдзен, 5S и A3. Во второй части фокус смещается к инструментам диагностики, проектам улучшений и статистическому управлению качеством: VSM, Poka-yoke, Дом TPS, Six Sigma, контрольные карты, DMAIC, SIPOC, DMADV и Lean Six Sigma.
Если Lean помогает увидеть и убрать потери, то Six Sigma помогает понять вариабельность процесса: где нормальные колебания, где системный сбой, а где единичный форс-мажор. Для руководителя это критично: без статистики легко лечить всю систему из-за одного случайного события или, наоборот, не замечать системную деградацию процесса.

VSM (Value Stream Mapping, карта потока создания ценности) визуализирует путь продукта, услуги, заявки или информации от запроса до результата. В отличие от обычной блок-схемы, VSM показывает не только операции, но и ожидания, запасы, информационные сигналы, узкие места и время прохождения потока.
VSM полезна в производстве, офисе и ИТ. Например, можно построить карту потока для согласования договора, выполнения заявки на закупку, устранения ИТ-инцидента, подготовки управленческого отчёта или выпуска доработки в промышленную эксплуатацию.
Из чего состоит VSM: три слоя карты
Чтобы VSM не превратилась в обычную блок-схему, важно показывать не только последовательность операций, но и информационный контур, ожидания, запасы и временную шкалу. Именно это позволяет увидеть, где создаётся ценность, а где процесс просто стоит, ждёт решения или передаёт информацию без результата.
Слой VSM | Что фиксируем | Что видит руководитель |
Процессный поток | Операции от входа до результата: кто выполняет шаг, что является входом, что выходит на следующую стадию. | Где реально создаётся ценность и где есть дублирующие, лишние или слишком длинные операции. |
Информационный поток | Письма, заявки, статусы, согласования, отчёты, неформальные сообщения и управленческие сигналы. | Кто ждёт чьего решения, где теряется информация, где создаются лишние коммуникации и повторные уточнения. |
Timeline и расстояния | Lead time, cycle time, ожидания между этапами, запасы/WIP, перемещения продукта, документов или людей. | Соотношение полезной работы и времени ожидания; точки, где поток замедляется или накапливает очередь. |
Расширенный алгоритм построения VSM
Шаг | Что делаем | Практический результат |
1. Выбор процесса | Берём один конкретный поток: договор, закупка, ремонт, ИТ-инцидент, доработка, клиентская заявка. | Есть фокус, а не попытка описать всю организацию. |
2. Символы VSM | Согласуем простую легенду: операция, ожидание, запас/WIP, информационный сигнал, клиент, поставщик, контрольная точка. | Участники читают карту одинаково. |
3. Границы процесса | Определяем стартовое событие и конечный результат. | Понятно, что входит в анализ, а что остаётся за рамками. |
4. Шаги процесса | Фиксируем фактические действия по gemba: как процесс идёт на самом деле, а не по регламенту. | Появляется карта текущего состояния. |
5. Информационные потоки | Наносим письма, заявки, статусы, согласования, отчёты и неформальные уточнения. | Становятся видны скрытые офисные потери. |
6. Данные по каждому шагу | Собираем cycle time, lead time, % возвратов, количество участников, число передач, ошибки. | Карта становится расчётным инструментом. |
7. Запасы и WIP | Считаем очереди задач, незавершённые документы, заявки в ожидании, зависшие согласования. | Видим, где поток перегружен. |
8. Timeline | Разделяем время работы и время ожидания. | Понимаем, что именно сокращать: операцию или паузу между операциями. |
9. Карта будущего состояния | Убираем лишние шаги, сокращаем передачи, вводим правила, лимиты WIP, шаблоны, poka-yoke. | Есть целевая модель процесса. |
10. План улучшений | Назначаем владельцев, сроки, метрики, контрольные замеры и правила стандартизации. | VSM превращается в проект изменений, а не остаётся картинкой. |
При планировании будущего состояния потока потери удобно делить на два рода. Муда 1-го рода — действия, которые не создают ценности, но пока необходимы (например, обязательная проверка или согласование по регламенту): их сокращают и упрощают. Муда 2-го рода — действия, не создающие ценности и при этом излишние (дубли, лишние передачи, повторные уточнения): их устраняют полностью. Само картирование проводят в трёх состояниях — «как есть», «как должно быть» и «как будет».
ИИ и VSM/SIPOC. ИИ может по расшифровкам интервью, регламентам, заявкам и переписке собрать черновик SIPOC и VSM: участников, входы, выходы, шаги процесса, типовые ожидания и потенциальные потери. Это не заменяет gemba, но резко сокращает подготовительную рутину.

VSM становится управленческим инструментом только тогда, когда в ней есть метрики. Иначе это просто красивая схема.
Метрика | Формула / смысл | Управленческий вопрос |
Takt time | Доступное рабочее время / спрос клиента. | С какой скоростью процесс должен выдавать результат, чтобы удовлетворить спрос? |
Cycle time | Фактическое время выполнения операции или цикла. | Сколько занимает работа без ожиданий между этапами? |
Lead time | Полное время от запроса до результата, включая ожидания. | Сколько клиент или внутренний заказчик реально ждёт? |
WIP | Незавершённая работа в процессе. | Сколько задач одновременно открыто и мешает потоку? |
Закон Литтла | WIP = Throughput x Lead time. | Если растёт незавершёнка, почти неизбежно растёт время прохождения потока. |
Практический вывод: если команда перегружена задачами, добавление ещё одной срочной задачи часто не ускоряет результат, а увеличивает WIP и lead time. Поэтому Kanban-лимиты, приоритеты и вытягивание важны не меньше, чем мотивация исполнителей.
Поток можно измерить и выровнять, но он всё равно будет спотыкаться об ошибки. Поэтому следующий слой Lean — защита от ошибок (poka-yoke) и системная архитектура, которая удерживает качество (Дом TPS).

Poka-yoke — защита от ошибок. Логика проста: если ошибку можно предотвратить устройством процесса, интерфейса или стандарта, не нужно каждый раз надеяться на внимательность человека. В офисе и ИТ poka-yoke — это обязательные поля, проверки формата, автозаполнение, подсказки, запрет некорректного статуса, контроль версий, шаблоны писем и чек-листы перед запуском. На русском этот принцип часто называют «защитой от дурака»: смысл не в поиске виновных, а в том, чтобы устроить процесс, интерфейс или стандарт так, чтобы типовая ошибка стала невозможной, заметной или хотя бы обратимой.
Шесть классических принципов poka-yoke
Чтобы блок не сводился только к чек-листам и обязательным полям, важно сохранить классическую логику poka-yoke: ошибка должна либо не возникать, либо становиться видимой как можно раньше, либо не приводить к тяжёлым последствиям.
Принцип | Смысл | Пример для офиса и ИТ |
1. Устранение | Изменить процесс так, чтобы возможность ошибки исчезла. | Убрать ручной ввод реквизитов и подтягивать данные из справочника. |
2. Замещение | Заменить сложное или рискованное действие более простым и надёжным. | Вместо свободного текста использовать выбор из утверждённого списка статусов. |
3. Предупреждение | Предупредить пользователя до совершения ошибки. | Показывать подсказку, если сумма заявки превышает лимит или нарушен маршрут согласования. |
4. Облегчение | Сделать правильное действие самым простым. | Дать типовой шаблон ТЗ с обязательными разделами, примерами и контрольными вопросами. |
5. Обнаружение | Быстро выявить ошибку, если она всё же произошла. | Подсветить расхождение версий документа, пустые поля, дубли записей или конфликт данных. |
6. Смягчение | Снизить последствия ошибки и ускорить восстановление. | Сохранять историю версий, журнал изменений и возможность отката ошибочного действия. |
Почему возникают ошибки: человеческий фактор и слабое устройство процесса
Poka-yoke важно понимать не как поиск виновных, а как проектирование такой среды, где типовая ошибка становится невозможной, заметной или обратимой. Ошибки возникают из-за невнимательности, забывчивости, неосторожности, незнания, усталости, перегрузки, неясных инструкций, неудобного интерфейса и конфликтующих приоритетов.
Требование к poka-yoke | Смысл | Пример для офиса и ИТ |
100% охват проверки | Проверка должна срабатывать каждый раз, а не выборочно. | Заявка не уходит дальше без обязательных полей, вложений или корректного маршрута. |
Быстрая обратная связь | Пользователь должен сразу понять, что именно не так. | Система показывает конкретное поле, ошибку формата или конфликт статуса. |
Низкая стоимость и простота | Защита не должна быть сложнее самой операции. | Выпадающий список, маска ввода, чек-лист или шаблон часто эффективнее дорогой доработки. |
Встроенность в процесс | Контроль стоит там, где ошибка возникает, а не в конце цепочки. | Проверка реквизитов выполняется при создании документа, а не на финальном согласовании. |
Два типа систем poka-yoke
Тип системы | Как работает | Когда применять |
Система контроля | Останавливает процесс, блокирует действие или не даёт объекту пройти дальше, пока ошибка не устранена. | Критичные ошибки: безопасность, финансы, юридические реквизиты, доступы, релизы. |
Система предупреждения | Сигнализирует о риске и предлагает исправление, но оставляет действие пользователю. | Некритичные или спорные случаи, где нужна экспертная оценка и нельзя жёстко блокировать процесс. |
Три уровня защиты от ошибок
Уровень | Что делает система | Пример |
1. Обнаруживает несоответствие | Находит ошибку, но не обязательно блокирует дальнейшее действие. | Подсвечивает расхождение версии договора или пустое поле. |
2. Не пропускает дефект дальше | Блокирует переход на следующий этап до исправления. | Не позволяет отправить заявку без бюджета, владельца и срока. |
3. Конструкционно исключает ошибку | Процесс устроен так, что неправильное действие почти невозможно. | Маршрут согласования собирается автоматически по типу договора, сумме и подразделению. |
Практический вывод: хороший poka-yoke не требует героической внимательности. Он проектирует среду так, чтобы правильное действие было естественным, а ошибка — трудной, заметной и обратимой.

Дом TPS обычно изображают как систему: фундамент — стабильность, стандарты, 5S и выравнивание; опоры — Just-in-time и дзидока; крыша — качество, низкая стоимость, скорость, безопасность и мораль команды. Важно читать эту схему именно как систему: нельзя получить крышу без фундамента.
Дом TPS как архитектура управленческой системы
Дом TPS был разработан Тайити Оно и Эйдзи Тоёдой как простая форма объяснения производственной системы Toyota сотрудникам и поставщикам. Метафора дома важна: крыша держится только при наличии устойчивого основания и опор. Поэтому нельзя внедрять JIT, Kanban или цифровые инструменты поверх нестабильного процесса, отсутствующих стандартов и перегруженных людей.
Элемент дома | Что означает | Типичная ошибка |
Крыша | Цели системы: качество, низкая стоимость, короткие сроки, безопасность, мораль команды. | Пытаться требовать результата без изменения процесса. |
Опора Just-in-Time | Нужный результат в нужное время и в нужном количестве. | Сокращать запасы без стабильного поставщика и управляемого потока. |
Опора Jidoka | Остановка при проблеме и встроенное качество. | Скрывать дефекты ради выполнения плана. |
Фундамент | Стабильность, стандартизированная работа, 5S, TPM, выравнивание нагрузки, kaizen. | Начинать с инструментов, не обеспечив базовую дисциплину процесса. |
Люди и командная работа | Система развивается через вовлечение людей, а не только через регламенты. | Считать Lean проектом отдела качества или внешних консультантов. |

Ошибка | Как проявляется | Что делать |
Инструменты без философии | Внедряют 5S, доски и отчёты, но не меняют поведение руководителей. | Начинать с ценности, потока и ответственности владельцев процесса. |
Lean как проект отдела качества | Линейные руководители наблюдают со стороны. | Закрепить владельцев потоков и метрики результата. |
Автоматизация хаоса | Покупают систему до описания процесса. | Сначала VSM и потери, затем автоматизация. |
Нет gemba | Решения принимаются по презентациям. | Проверять факты на месте и через данные. |
Нет стандартизации | Улучшение работает, пока есть активный инициатор. | Фиксировать новый стандарт, обучение и контроль. |
Нет обратной связи по идеям | Кайдзен умирает после первых предложений. | Ввести SLA обработки идей и прозрачный статус. |
Перегрузка людей улучшениями | Параллельно запускают слишком много изменений. | Ограничить WIP улучшений, идти через пилоты. |
Метрики ради метрик | Считают всё, но решения не меняются. | Оставить метрики, связанные с потоком, качеством и клиентом. |
Игнорирование культуры | Сотрудники воспринимают Lean как сокращение людей. | Объяснять, что цель — устранение потерь, а не поиск виноватых. |
Нет проверки эффекта | Изменение внедрили, но результат не измерили. | Фиксировать baseline и контрольный замер. |
Риски внедрения, которые маскируются под «нормальные трудности»
В управленческой практике ошибки внедрения часто маскируются под «нормальные трудности». Поэтому кроме таблицы выше стоит отдельно зафиксировать несколько рисков из исходной версии статьи: они напрямую влияют на устойчивость внедрения.
Риск | Как проявляется | Как усилить внедрение |
Низкий приоритет у руководства | Lean декларируется, но руководители не участвуют в gemba, не снимают барьеры и не меняют собственные решения. | Закрепить спонсора, владельцев потоков, регулярный разбор метрик и личное участие руководителей. |
Следование моде | Внедряют термины, доски и отчёты, потому что «так делают лучшие», но нет связи с конкретными потерями. | Начинать с бизнес-проблемы: срок, качество, стоимость, клиент, безопасность, перегрузка людей. |
Нехватка ресурсов | Команде поручают улучшения «сверху» без времени, полномочий, данных и поддержки смежных подразделений. | Выделить WIP улучшений, время на пилоты, доступ к данным и право менять стандарт процесса. |
Плохие базовые условия для сотрудников | Lean воспринимается как дополнительное давление, если рабочая среда неудобна, перегружена или небезопасна. | Сначала устранить очевидные источники мури: перегрузку, хаос, нехватку инструментов и конфликтующие приоритеты. |
Преждевременное масштабирование | Пилот не доказал эффект, но практику уже распространяют на всю организацию. | Масштабировать только после контрольного замера, стандартизации и обучения владельцев процесса. |
Иначе Lean превращается в набор атрибутов: сотрудники видят новые формы и совещания, но не видят снижения потерь, улучшения условий работы и роста качества результата.
Классический ТОП-10 ошибок внедрения Lean
Место | Ошибка | Как проявляется в управлении |
1 | Несоответствие ценностям Lean | Lean декларируется, но решения принимаются ради локальных показателей, а не ценности для клиента и потока. |
2 | Низкий приоритет у руководства | Руководители не ходят на gemba, не снимают барьеры и не меняют собственные управленческие привычки. |
3 | Формалистика | Появляются доски, отчёты и аудиты, но не меняется поведение и не сокращаются потери. |
4 | Следование моде | Внедряют термины и атрибуты, потому что «так делают лучшие», без связи с проблемой бизнеса. |
5 | Проблемы целеполагания и образа будущей системы | Команда не понимает, какой поток, качество, срок и уровень затрат должны получиться после изменений. |
6 | Инструментальный подход | Выбирают 5S, Kanban, VSM или DMAIC как самоцель, а не как ответ на конкретную потерю. |
7 | Нехватка ресурсов | Улучшения поручаются «в нагрузку», без времени, данных, полномочий и поддержки смежных подразделений. |
8 | Недостатки организации внедрения | Нет владельцев потоков, ритма управления, контрольных замеров и механизма стандартизации. |
9 | Плохие базовые условия для сотрудников | Сотрудники перегружены, инструменты неудобны, приоритеты конфликтуют, а Lean воспринимается как давление. |
10 | Нехватка компетенций | Команда знает термины, но не умеет строить карту потока, анализировать данные и закреплять изменения. |
ИИ и барьер входа. Две частые причины провала из этого списка — формалистика и нехватка компетенций. ИИ снижает барьер входа: подсказывает методику, даёт шаблоны (A3, SIPOC, чек-листы) и следующий шаг прямо в процессе работы, а не на тренинге раз в год. Это не заменяет обучение и владельцев процессов, но сокращает разрыв между «знаем термины» и «умеем применять».
Плюсы Lean: прозрачность потока, снижение потерь, рост качества, вовлечение сотрудников, меньше авралов и выше предсказуемость. Минусы и риски: метод требует дисциплины, может быть искажён в формализм, плохо работает при имитации поддержки руководства и может вызывать сопротивление, если люди видят в нём только инструмент давления.
Ограничения и риски Lean, которые нельзя замалчивать
Зрелый разбор Lean должен показывать не только плюсы, но и условия применимости. Бережливое производство может давать сильный эффект, но при неправильном внедрении создаёт новые риски: перегрузку людей, зависимость от поставщиков, формализм и ухудшение клиентского опыта при сбоях в цепочке.
Риск | В чём проблема | Как управлять риском |
Зависимость от снабжения и поставщиков | Сокращение запасов делает процесс чувствительным к задержкам, болезням, транспортным сбоям, ошибкам поставщиков и нестабильному качеству входов. | Не сокращать буферы механически; сначала оценить надёжность поставщиков, критичность материалов, время пополнения и сценарии сбоев. |
Высокие затраты на внедрение | Lean может требовать перестройки процессов, рабочих мест, ИТ-систем, обучения и времени руководителей. | Начинать с пилотов и быстрых побед, фиксировать экономический эффект, не запускать масштабирование до проверки результата. |
Сопротивление сотрудников | Люди могут видеть в Lean инструмент давления, сокращений или усиления контроля. | Объяснять цель через устранение потерь и улучшение условий работы; вовлекать сотрудников в поиск решений. |
Риск неудовлетворённости клиентов | При сбое в цепочке поставок или ошибке планирования сокращённые запасы могут привести к задержкам для клиента. | Балансировать JIT с устойчивостью: выделять критичные буферы, резервные сценарии и контрольные метрики сервиса. |
Формализм и имитация | Организация делает вид, что внедряет Lean, но не меняет поток, стандарты и ответственность. | Привязывать каждый инструмент к потере, метрике, владельцу и контрольному замеру. |
Lean делает поток быстрым и убирает потери, но не отвечает на вопрос, где заканчивается нормальный разброс процесса и начинается системный сбой. Для этого нужен второй язык — статистическое управление качеством, или 6 сигм.

Six Sigma нужна там, где важно управлять вариабельностью процесса. Два процесса могут иметь одинаковое среднее значение, но один будет стабилен и предсказуем, а другой — хаотичен. Руководителю важно видеть не только среднее, но и разброс, контрольные границы, способность процесса попадать в требования клиента.
Сама концепция родилась в Motorola в 1980-х годах: компания поставила цель снизить число дефектов до 3,4 на миллион возможностей, а позже подход масштабировали General Electric и другие корпорации. Поэтому Six Sigma часто называют американским ответом на японскую систему качества: Lean вырос из практики Toyota, Six Sigma — из статистической школы Шухарта и Деминга.
В производстве это может быть размер детали, температура, давление, время цикла. В офисе и ИТ — срок обработки заявки, количество ошибок в документах, доля возвратов, время простоя системы, количество инцидентов, отклонение бюджета проекта, точность данных в справочнике.
Базовые принципы Six Sigma
Six Sigma полезна не только как набор статистических инструментов. Это дисциплина управления качеством, где решения принимаются по данным, а улучшения проверяются измеримым эффектом.
К управленческим принципам Six Sigma относят и культурные: командное сотрудничество (общая цель и взаимопомощь) и готовность рисковать — не бояться неудач ради улучшения. Без этой основы статистика не приживается: люди начинают скрывать реальные данные о дефектах, и управлять качеством становится не на чем.
Принцип | Практический смысл для руководителя |
Ориентация на клиента и CTQ | Сначала определить, что критично для клиента: срок, точность, надёжность, безопасность, стоимость ошибки. |
Управление на основе данных | Не спорить на уровне мнений; фиксировать baseline, измерения, контрольные границы и эффект изменений. |
Процессный взгляд | Искать причину не только в исполнителе, а в устройстве процесса, стандартах, входах и ограничениях. |
Снижение вариабельности | Добиваться не разового рекорда, а стабильного результата в допустимых границах. |
Проверка гипотез и эксперименты | Менять процесс через пилоты, анализ причин и контрольный замер, а не через административное давление. |
Закрепление результата | После улучшения обновить стандарт, обучить участников и включить контроль, чтобы процесс не откатился назад. |
Правило 3σ и связь с 6σ
В стабильном процессе с распределением, близким к нормальному, интервал от среднего значения до ±3σ охватывает примерно 99,73% наблюдений. Поэтому правило 3σ удобно как первый язык понимания разброса: если значение выходит далеко за обычный диапазон, нужно искать специальную причину, а не списывать всё на случайность.
Важно не путать три разных вещи: статистический разброс процесса, контрольные границы на карте Шухарта и требования клиента/границы допуска. Процесс может быть статистически стабильным, но всё равно не попадать в допуск; именно здесь появляются Cp и Cpk.
Шесть сигм — это уже более жёсткая управленческая цель: сделать так, чтобы расстояние от среднего процесса до ближайшей границы допуска было достаточно большим относительно разброса. В практической традиции Six Sigma показатель 3,4 DPMO обычно объясняют с учётом долгосрочного сдвига среднего на 1,5σ, что раскрывается в следующем разделе.
Упрощённый практический расчёт сигмы через размах и коэффициент d2
В учебных и производственных примерах часто используют расчёт сигмы через средний размах. Это не заменяет полноценный статистический анализ, но помогает руководителю понять механику: сначала оцениваем средний уровень процесса, затем его разброс, затем строим границы управляемости.
Шаг | Действие | Смысл |
1 | Собрать значения показателя за несколько сопоставимых периодов или выборок. | Например, срок обработки заявок за 6 недель или размер партии за 6 месяцев. |
2 | Рассчитать среднее значение показателя. | Это центр процесса, вокруг которого анализируется разброс. |
3 | Для каждого периода найти размах: максимум минус минимум. | Размах показывает разброс значений внутри периода. |
4 | Рассчитать средний размах R-bar. | Получаем обобщённую оценку вариабельности. |
5 | Взять коэффициент d2 для размера подгруппы. | d2 используется для приближённой оценки стандартного отклонения по размахам. |
6 | Рассчитать sigma = R-bar / d2. | Получаем оценку стандартного отклонения процесса. |
7 | Построить границы: среднее ± 3 sigma. | Это ориентир управляемого диапазона процесса. Значения вне границ требуют анализа причин. |
8 | Сравнить контрольные границы с требованиями клиента. | Процесс может быть стабильным, но всё равно не укладываться в допуск; тогда нужны Cp/Cpk. |
Пример для офиса: если среднее время обработки заявки составляет 8,5 часа, средний размах по недельным выборкам равен 1,2 часа, а d2 для используемой подгруппы равен 2,534, то оценка sigma будет примерно 0,47 часа. Диапазон среднего ±3 sigma составит примерно от 7,1 до 9,9 часа. Если требование SLA — до 10 часов, процесс выглядит близким к управляемому, но его всё равно нужно проверять по фактическим точкам, контрольной карте и Cpk.

Ключевая тонкость Six Sigma: популярное значение 3,4 дефекта на миллион возможностей (DPMO) для уровня 6 сигм обычно приводят с учётом допущения о долгосрочном сдвиге среднего процесса на 1,5 сигма. Без этого допущения математическая оценка была бы существенно жёстче. Для практики важно не спорить о красивой цифре, а понимать: чем выше уровень сигма, тем ниже ожидаемая доля дефектов и выше воспроизводимость процесса.
Уровень сигма | DPMO с учётом сдвига 1,5 сигма | Выход годного | Бытовая интерпретация |
2σ | 308 537 | 69,1% | Очень много брака и возвратов. |
3σ | 66 807 | 93,3% | Типичный средний процесс. |
4σ | 6 210 | 99,38% | Хороший процесс, но дефекты ещё заметны. |
5σ | 233 | 99,977% | Очень высокий уровень качества. |
6σ | 3,4 | 99,99966% | Мировой класс для критичных процессов. |

Контрольные карты помогают отличать обычную вариабельность процесса от специальных причин. Если точка вышла за контрольные границы или появилась нетипичная серия точек, это сигнал не просто «посмотреть цифру», а найти причину изменения процесса.
Тип данных | Когда использовать | Карта |
Количественные данные, малые подгруппы | Измеряем время, размер, массу, температуру; выборки небольшие. | X-bar R |
Количественные данные, большие подгруппы | Измерения по партиям, где важна дисперсия. | X-bar s |
Индивидуальные измерения | Каждое наблюдение отдельно: время обработки заявки, срок реакции. | I-MR |
Доля дефектных единиц | Есть дефект / нет дефекта, размер выборки может меняться. | p-карта |
Количество дефектных единиц | Размер выборки постоянный. | np-карта |
Количество дефектов | Считаем число дефектов на единицу при постоянной области проверки. | c-карта |
Дефекты на единицу при разном объёме | Например, ошибки на 1000 строк данных при разном размере файла. | u-карта |
Базовое правило Шухарта: точка за контрольной границей требует анализа. Расширенные правила Western Electric смотрят также на серии точек: например, несколько точек подряд в одной зоне, последовательный тренд вверх/вниз или слишком много точек по одну сторону от среднего. Это помогает обнаружить изменение процесса раньше, чем случится крупный сбой. Сам метод контрольных карт предложил Уолтер Шухарт в 1924 году; в России ему соответствует стандарт ГОСТ Р ИСО 7870.
Индексы воспроизводимости Cp и Cpk связывают разброс процесса с требованиями заказчика. Cp показывает потенциальную способность процесса при идеальном центрировании. Cpk показывает фактическую способность с учётом смещения среднего относительно границ допуска.
Индекс | Формула | Как читать |
Cp | (USL - LSL) / (6σ) | Достаточно ли узкий разброс процесса относительно поля допуска. |
Cpk | min((USL - mean)/(3σ), (mean - LSL)/(3σ)) | Насколько процесс реально попадает в допуск с учётом смещения. |
Cpk < 1,0 | Процесс регулярно выходит за допуск. | Нужны стабилизация и устранение причин вариабельности. |
Cpk 1,0-1,33 | Процесс на границе приемлемости. | Нужен контроль и улучшение. |
Cpk > 1,33 | Процесс обычно считают способным. | Можно стандартизировать и масштабировать при сохранении контроля. |
Как читать контрольную карту: CL, LCL, UCL и сигналы нестабильности
Контрольная карта нужна не для красивого графика, а для различения обычной вариабельности и специальных причин. Важно не путать контрольные границы с требованиями клиента: контрольные границы рассчитываются по данным процесса, а допуски задаются заказчиком или регламентом.
Элемент карты | Что означает | Как использовать |
CL | Центральная линия: среднее или медиана процесса. | Показывает текущий центр процесса. |
UCL | Верхняя контрольная граница. | Если точка выше UCL, ищем специальную причину изменения процесса. |
LCL | Нижняя контрольная граница. | Если точка ниже LCL, также проверяем специальную причину. Иногда снижение может быть улучшением, но его нужно понять и стандартизировать. |
Допуск / SLA | Требование клиента или регламента, не равное контрольной границе. | Сравниваем со способностью процесса через Cp/Cpk. |
Сигнал | Что может означать | Действие руководителя |
Точка за UCL или LCL | Появилась специальная причина: сбой, изменение входов, ошибка, новый фактор. | Не менять всю систему; сначала найти конкретную причину. |
7 и более точек по одну сторону от CL | Смещение среднего уровня процесса. | Проверить, что изменилось: люди, нагрузка, поставщик, правила, ИТ-система. |
6 и более точек растут или падают подряд | Тренд: процесс постепенно улучшается или деградирует. | Не ждать выхода за границы; искать фактор тренда. |
Необычно частые колебания | Возможна нестабильность входов, измерений или правил работы. | Проверить систему измерений, смены, типы заявок и неоднородность данных. |
ИИ и контроль отклонений. Ассистент может следить за ключевыми метриками и подсвечивать ситуации, где точки выходят за контрольные границы, появляется нетипичная серия или растёт риск системного отклонения. Руководителю остаётся не искать сигнал вручную, а проверять причину и решение.
Контрольные карты показывают, стабилен ли процесс и попадает ли он в допуск. Чтобы целенаправленно улучшать процесс, а не реагировать на отдельные точки, нужен дисциплинированный цикл — DMAIC.

DMAIC — каркас проекта улучшения существующего процесса: Define, Measure, Analyze, Improve, Control. Он дисциплинирует команду: сначала определить проблему и границы, затем измерить текущее состояние, найти первопричины, внедрить изменения и закрепить контроль.
Фаза | Главный вопрос | Инструменты и выходы |
Define / Определение | Что улучшаем, для кого и почему это важно? | Паспорт проекта, VOC, CTQ, SIPOC, границы процесса, цель. |
Measure / Измерение | Как процесс работает сейчас? | План сбора данных, baseline, VSM, MSA, первичные контрольные карты. |
Analyze / Анализ | Почему возникает проблема? | 5 почему, Исикава, Парето, гипотезы, проверка причин, анализ вариабельности. |
Improve / Улучшение | Что меняем и как проверяем эффект? | Контрмеры, пилот, poka-yoke, 5S, стандарты, план внедрения. |
Control / Контроль | Как не откатиться назад? | Контрольная карта, владелец процесса, регламент, обучение, база знаний, аудит. |
DMAIC и PDCA: почему фазы нельзя перескакивать
DMAIC близок к циклу Деминга PDCA: сначала определяем и планируем изменение, затем измеряем и проверяем факты, затем улучшаем процесс, после чего закрепляем контроль. Типовая ошибка — сразу переходить к Improve, минуя Measure и Analyze. Тогда команда внедряет догадку, а не решение проверенной причины.
Фаза DMAIC | Связь с PDCA | Что обязательно зафиксировать |
Define | Plan | Клиент, проблема, бизнес-обоснование, границы процесса, цель, сроки, команда, владелец процесса. |
Measure | Plan / Do | Метрики, надёжность источников данных, baseline, текущая карта процесса, контрольные точки. |
Analyze | Check | Первопричины, проверенные гипотезы, факторы вариабельности, риски и ограничения. |
Improve | Do | Контрмеры, пилот, poka-yoke, изменение стандарта, план внедрения и критерии успеха. |
Control | Act | Контрольная карта, регламент, обучение, владелец метрики, аудит, база знаний и закрытие проекта. |
Практический критерий зрелости DMAIC: по каждой фазе должен быть понятный артефакт. Если после Define нет паспорта проекта, после Measure нет baseline, после Analyze нет проверенной причины, а после Control нет стандарта и владельца метрики, проект улучшения остаётся управленческой декларацией.
ИИ, DMAIC и A3. ИИ может подготовить черновик A3 и DMAIC-отчёта: собрать формулировку проблемы, структурировать метрики, сгруппировать гипотезы первопричин, оформить контрмеры и напомнить о контрольном замере.

Пример: измеряем время первичной обработки заявки в часах. Требование внутреннего заказчика: от 7 до 10 часов. Ниже 7 часов процесс обычно означает неполную проверку, выше 10 часов — нарушение SLA. Собрали 30 наблюдений: 8,1, 8,4, 8,0, 8,7, 8,5, 8,2, 8,9, 8,3, 8,6, 8,4, 8,2, 8,8, 8,5, 8,1, 8,7, 8,6, 8,4, 8,3, 8,9, 8,2, 8,5, 8,7, 8,6, 8,1, 8,4, 8,8, 8,5, 8,3, 9,1, 8,6
Показатель | Значение | Вывод |
Среднее | 8,48 часа | Центр процесса находится внутри допуска. |
Стандартное отклонение | 0,27 часа | Разброс умеренный. |
Cp | 1,83 | Потенциально процесс способен попадать в допуск. |
Cpk | 1,80 | С учётом смещения процесс также способен. |
I-MR: расчётная нижняя контрольная граница | 7,46 часа | Ни одно наблюдение ниже границы. |
I-MR: расчётная верхняя контрольная граница | 9,50 часа | Ни одно наблюдение выше границы. |
Уровень сигма (краткосрочный) | ≈ 5,4σ (3 x Cpk) | По таблице DPMO из раздела 7 — между 5σ и 6σ: высокий уровень качества. |
Вывод по примеру: процесс выглядит стабильным и способным при заданных границах 7-10 часов. Следующий шаг — не срочно менять весь процесс, а закрепить стандарт, отслеживать контрольную карту и проверять, не появляются ли серии точек или тренды. Если бы появились значения за пределами контрольных границ или Cpk оказался ниже 1,0, нужна была бы фаза Analyze с поиском первопричин.

SIPOC помогает быстро описать процесс на верхнем уровне: Suppliers, Inputs, Process, Outputs, Customers — поставщики, входы, процесс, выходы, клиенты. Это удобно в начале DMAIC, когда нужно зафиксировать рамки и договориться, что именно анализируем.
Элемент SIPOC | Вопрос |
Suppliers / Поставщики | Кто даёт входы процессу? |
Inputs / Входы | Какие данные, материалы, документы или запросы поступают? |
Process / Процесс | Какие 5-7 крупных шагов выполняются? |
Outputs / Выходы | Что получает клиент или следующий процесс? |
Customers / Клиенты | Кто потребляет результат и как оценивает качество? |
Где применять SIPOC и почему его строят справа налево
SIPOC особенно полезен в начале DMAIC, при поиске потерь в Lean, реорганизации процессов и анализе стыков между подразделениями. Его сила в том, что процесс описывается с точки зрения клиента результата. Поэтому карту часто строят справа налево: C -> O -> P -> I -> S.
Шаг | Вопрос | Пример для согласования договора |
C - Customers | Кто получает результат процесса? | Инициатор договора, контрагент, юридическая служба, финансовый контроль. |
O - Outputs | Что считается качественным выходом? | Согласованный договор без ошибок в реквизитах, рисках, суммах и маршруте. |
P - Process | Какие 5-7 крупных шагов выполняются? | Подготовка шаблона, проверка реквизитов, юридическая экспертиза, финансовая проверка, согласование, подписание. |
I - Inputs | Какие входы нужны процессу? | Карточка контрагента, предмет договора, сумма, срок, инициатор, лимит, шаблон. |
S - Suppliers | Кто поставляет входы? | Инициатор, закупки, контрагент, финансовая служба, справочник НСИ. |
Ключевой управленческий эффект SIPOC — быстро договориться о границах: где начинается процесс, кто клиент, какой выход считается качественным и на каком стыке возникает основная потеря. Это снижает риск, что команда начнёт улучшать не тот участок.
DMADV применяют, когда процесс, продукт или услугу нужно спроектировать заново: Define, Measure, Analyze, Design, Verify. Если DMAIC улучшает существующую систему, DMADV проектирует новую. В практике цифровизации это может быть разработка нового сервиса, регламента, продукта или управленческого контура.
DMADV и DMADOV: когда добавлять Optimize
В некоторых проектах используется расширение DMADV — DMADOV, где появляется фаза Optimize. Она нужна, когда перед финальной проверкой требуется сравнить несколько проектных решений, оценить бизнес-кейс, риски, стоимость владения и ожидаемый эффект.
Фаза | Смысл | Практический результат |
Define | Определить цели проекта и требования клиента. | Понятны CTQ, ограничения, клиенты и бизнес-цель. |
Measure | Измерить ожидания клиентов и исходные требования. | Есть данные о потребностях, бенчмаркинг и критерии успеха. |
Analyze | Проанализировать альтернативные решения. | Выбраны жизнеспособные варианты. |
Design | Разработать детальное решение. | Есть модель процесса, сервиса, продукта или системы. |
Optimize | Оптимизировать решение через бизнес-кейс, сценарии и пилоты. | Выбрана конфигурация с лучшим балансом эффекта, стоимости и риска. |
Verify | Проверить дизайн перед запуском. | Пилот подтверждает работоспособность и готовность к внедрению. |
Роли в Six Sigma часто описывают через «пояса»: Champion поддерживает проект на уровне руководства, Master Black Belt развивает методологию, Black Belt ведёт сложные проекты, Green Belt участвует в проектах улучшений параллельно с основной работой, Yellow Belt понимает базовые инструменты и участвует в локальных улучшениях.
Полная ролевая рамка: от высшего руководства до белого пояса
Роль | Что добавляет к системе 6 сигм |
Executive Leadership / высшее руководство | Распределяет ресурсы, утверждает приоритеты, снимает межфункциональные барьеры и защищает проекты улучшений от потери фокуса. |
Champion / чемпион | Связывает конкретный проект с бизнес-целями, помогает команде и отвечает за управленческое спонсорство. |
Master Black Belt | Поддерживает методологию, обучает экспертов, проверяет качество аналитики и сложных проектов. |
Black Belt | Ведёт сложные проекты улучшений, управляет командой и аналитикой. |
Green Belt | Совмещает основную роль с участием в проектах улучшений и локальными задачами анализа. |
Yellow Belt | Понимает базовые инструменты, участвует в сборе данных, gemba и локальных улучшениях. |
White Belt | Имеет вводное понимание подхода, может участвовать в обсуждениях, видеть проблемы и корректно передавать факты команде проекта. |
Process Owner / владелец процесса | Принимает улучшение в эксплуатацию, отвечает за стандарт и устойчивость результата после завершения проекта. |
Главная ошибка — воспринимать «пояса» как формальные сертификаты. В рабочей системе важнее не название роли, а наличие спонсора, владельца процесса, данных, полномочий и ответственности за контроль после внедрения.
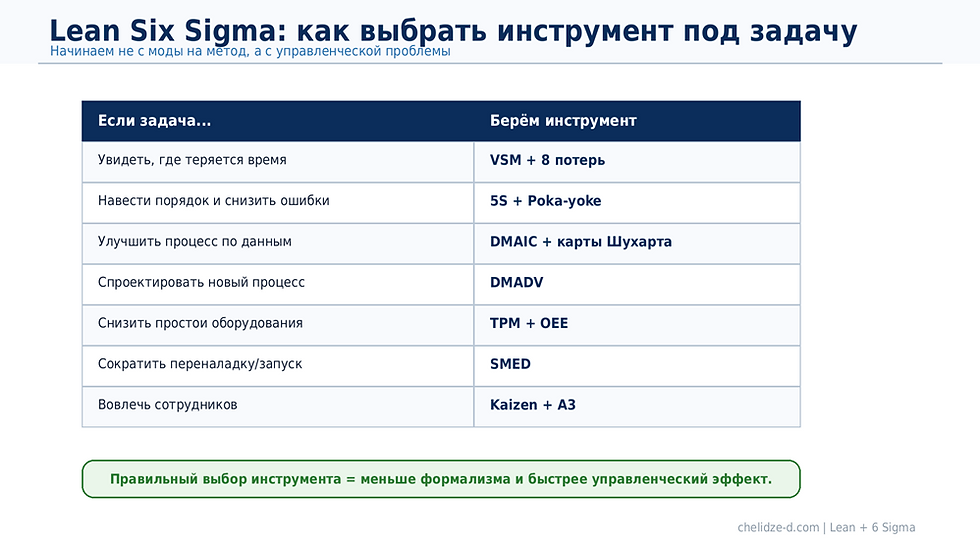
Lean Six Sigma объединяет две логики: Lean сокращает потери и ускоряет поток, Six Sigma снижает вариабельность и дефекты. Выбор инструмента должен начинаться не с моды, а с задачи.
Если задача... | Берём инструмент |
Увидеть, где теряется время в процессе | VSM + 8 видов потерь |
Навести порядок и снизить мелкие ошибки | 5S + Poka-yoke |
Улучшить существующий процесс по данным | DMAIC + контрольные карты Шухарта |
Спроектировать новый процесс или продукт | DMADV |
Снизить простои оборудования или ИТ-систем | TPM + OEE / метрики доступности |
Сократить время переналадки или запуска | SMED |
Вовлечь сотрудников в улучшения | Kaizen + A3 |
Понять границы процесса и участников | SIPOC |
Отличить системную проблему от случайного события | Контрольные карты + правила Western Electric |
Lean, Six Sigma и Lean Six Sigma: что даёт объединение
Критерий | Lean | Six Sigma | Lean Six Sigma |
Главный фокус | Поток, скорость, устранение потерь. | Качество, вариабельность, дефекты. | Скорость потока плюс статистически управляемое качество. |
Типовая проблема | Ожидания, запасы, лишние движения, перепроизводство. | Разброс результата, ошибки, нестабильность. | Долгий и нестабильный процесс с потерями и дефектами. |
Основные инструменты | VSM, 5S, Kanban, Kaizen, SMED, TPM. | DMAIC, контрольные карты, DPMO, Cp/Cpk, MSA. | Комбинация инструментов под задачу и метрику. |
Риск при отдельном применении | Можно ускорить нестабильный процесс. | Можно качественно улучшать процесс, не сокращая поток и ожидания. | Снижает оба риска, если есть данные, владелец процесса и дисциплина внедрения. |
Какие эффекты может дать Lean Six Sigma
Эффекты Lean Six Sigma нельзя обещать как гарантию: они зависят от зрелости процессов, качества данных, поддержки руководства, масштаба потерь и дисциплины внедрения. Но как ориентиры для постановки целей в проектах улучшений можно использовать следующие диапазоны из практики внедрения.
Направление эффекта | Ориентир | Комментарий |
Снижение себестоимости продукции и услуг | 30-60% | Возможно при значительных исходных потерях, запасах, переделках и простоях. |
Сокращение времени предоставления услуги | до 50% | Чаще достигается за счёт устранения ожиданий, лишних согласований и WIP. |
Сокращение дефектов | примерно в 2 раза | Требует статистического контроля, устранения первопричин и встроенного качества. |
Рост объёма выполненных работ без дополнительных затрат | до 20% | Возникает при высвобождении мощности за счёт устранения потерь. |
Снижение стоимости проектных работ | 30-40% | Зависит от стандартизации, типовых решений, сокращения переделок и лучшего управления требованиями. |
Сокращение времени выполнения проектов | до 70% | Возможно в процессах с большим количеством ожиданий, возвратов и неясных стыков ответственности. |
Практический вывод: Lean Six Sigma нужен не ради красивого названия, а там, где руководителю одновременно нужно ускорить поток, снизить ошибки, управлять вариабельностью и закрепить результат в стандарте.
Маршрут внедрения: первые 90 дней
Самый частый вопрос после знакомства с инструментами — с чего начать. Ниже типовой маршрут на первые 90 дней для одного пилотного потока. Колонка с типичными граблями привязана к ТОП-10 ошибок внедрения из раздела 5.
Этап | Срок | Что делаем | Типичные грабли |
1. Диагностика | Недели 1-3 | Выбрать один поток, пройти gemba, построить VSM текущего состояния, снять baseline: lead time, WIP, % возвратов, карта потерь. | Попытка описать всю организацию сразу; решения по презентациям вместо фактов (ошибки 2 и 5). |
2. Быстрые победы | Недели 4-6 | 5S на пилотном участке, устранение топ-3 потерь, простые poka-yoke: шаблоны, обязательные поля, чек-листы. | Формалистика: доски и отчёты появились, поведение не изменилось (ошибка 3). |
3. Пилотный DMAIC | Недели 7-10 | Один проект улучшения по данным: паспорт Define, измерения, анализ первопричин, контрмеры, контрольный замер эффекта. | Перескок к Improve без Measure и Analyze; улучшение поручено «в нагрузку» без времени и полномочий (ошибка 7). |
4. Стандартизация | Недели 11-12 | Зафиксировать новый стандарт, обучить участников, назначить владельца процесса и метрики, включить контрольную карту. | Улучшение держится на энтузиасте и откатывается после его ухода (ошибка 8). |
5. Масштабирование | После 90 дней | Тиражировать только подтверждённые практики, запустить цикл кайдзен-заявок и регулярный разбор метрик с руководителями. | Преждевременное масштабирование без контрольного замера и обученных владельцев процессов. |
Маршрут не заменяет стратегию развёртывания, но снимает главный вопрос «с чего начать» и страхует от типовых ошибок на каждом шаге: сначала факты и поток, затем быстрые победы, затем проект по данным — и только после контрольного замера масштабирование.

Lean и Six Sigma не являются универсальным лекарством. В знаниевой работе, НИОКР, стратегии и продуктовой разработке часть вариабельности неизбежна и полезна: она связана с поиском, неопределённостью и творчеством. Ошибка — пытаться стандартизировать то, что ещё не понято, или требовать статистической стабильности от процесса, который находится в фазе исследования.
Поэтому Lean/6 сигм нужно сочетать с другими системами. Теория ограничений помогает определить главное узкое место, чтобы не оптимизировать второстепенное. Agile и Kanban-метод помогают управлять неопределённостью и потоком задач в командах разработки. Цифровая трансформация даёт инструменты данных, интеграций и автоматизации. ИИ добавляет слой работы с текстами, знаниями, коммуникациями и управленческими рутинными задачами.
Ситуация | Риск неправильного применения | Что сочетать |
Высокая неопределённость продукта | Ранняя стандартизация убивает поиск. | Agile, discovery, быстрые эксперименты. |
Один явный узкий ресурс | Оптимизация всех процессов сразу распыляет силы. | TOC + фокус на ограничении. |
Большой объём офисной рутины | Потери невидимы, потому что спрятаны в текстах и письмах. | Lean + процессная аналитика + ИИ-ассистент. |
Критичный процесс с требованиями качества | Решения принимаются по средним значениям, без вариабельности. | Six Sigma + контрольные карты + Cp/Cpk. |

Бережливое производство начиналось в цехе, но 8 видов потерь давно живут и в офисе: дубли документов, бесконечные согласования, совещания-перепроизводство, поиск информации, переделки из-за неточных данных. Здесь появляется практический слой ИИ: не как замена Lean, а как инструмент, который снижает трудозатраты на диагностику, фиксацию и сопровождение улучшений.
Что может делать ИИ в логике Lean и 6 сигм:
находить потери в документообороте и коммуникациях: дубли отчётов, лишние согласования, повторные запросы, ожидания ответов;
готовить черновики SIPOC, VSM, A3, стандартов работы и протоколов разбора отклонений;
поддерживать качество: отслеживать метрики, подсвечивать отклонения и помогать отличать системную проблему от частного случая;
поддерживать кайдзен: собирать идеи сотрудников, отсекать дубли, группировать предложения по эффекту и сложности;
сохранять знания: превращать лучшие практики в базу знаний, чтобы опыт не терялся при текучке кадров.
Эффект возникает на стыке метода и инструмента: ИИ без отлаженного процесса превращается в дорогую игрушку, а Lean + ИИ дают управляемую синергию — ускорение потока, снижение стоимости сопровождения и более быструю реакцию руководителя на отклонения.